Часть 1 | Часть 2
ГОСТ 23615-79 Система обеспечения точности геометрических параметров в строительстве. Статистический анализ точности. Часть 2
|
Таблица 5
7. Стабильность выборочного среднего отклонения
где
Таблица 6
При устойчивом технологическом процессе не менее 95% значений
8. Стабильность характеристик
где
где
Характеристики
1-8 (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 2 Справочное
ПРИМЕР ПРОВЕРКИ СТАТИСТИЧЕСКОЙ ОДНОРОДНОСТИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Необходимо произвести проверку статистической однородности технологического процесса изготовления панелей наружных стен. Анализируемый параметр - длина. Номинальные длины всех марок панелей находятся в интервале от 2500 до 4000 мм. Панели изготавливаются в горизонтальных формах, объем выпуска - 25 панелей в смену. Парк форм для изготовления панелей - 96 шт., каждая из которых имеет свои действительные внутренние размеры, влияющие на точность соответствующих размеров панелей. Подобный технологический процесс относится к процессам серийного производства.
1. Для составления выборки объемом
Результаты измерений были округлены до целых значений в мм и занесены в табл. 1, составленную по форме табл.2 приложения 1, после чего в табл. 1 были выполнены необходимые вычисления.
Таблица 1
Правильность заполнения таблицы в соответствии с п. 1 приложения 1 была проверена тождеством
после чего по формулам (1) и (2) определены
2. В течение последующих пяти месяцев в аналогичном порядке были образованы еще пять выборок того же объема
Сроки отбора выборок устанавливались таким образом, чтобы время между соседними выборками было больше, чем время формирования выборки.
Результаты вычислений статистических характеристик по всем выборкам приведены в табл.2.
Таблица 2
3. Из действительных отклонений во всех выборках были выбраны наибольшее
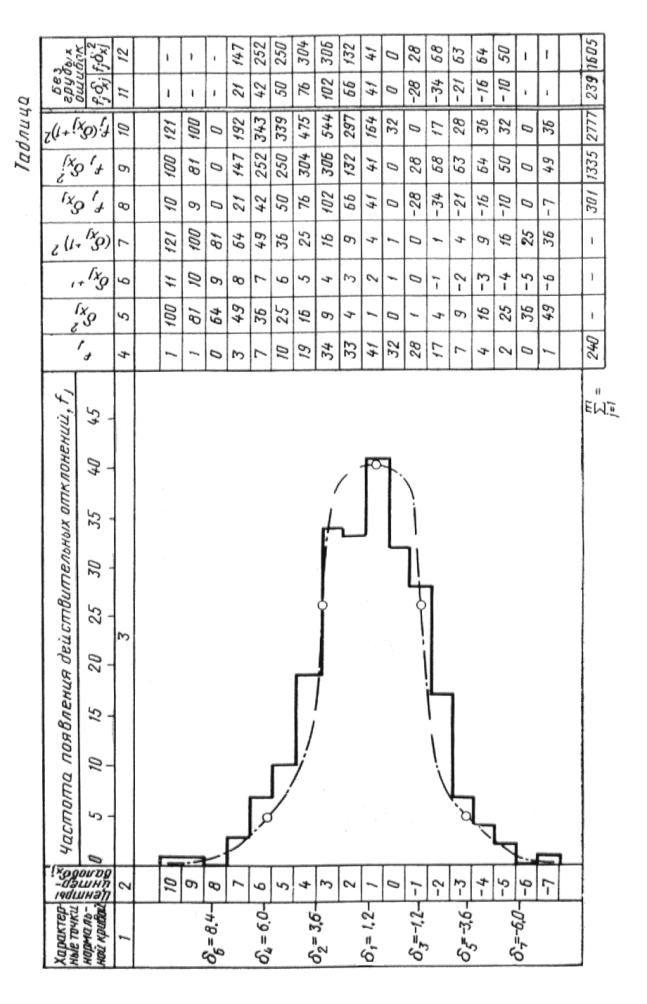
Таблица 3 Гистограмма действительных отклонений и таблица расчета статистических характеристик
Действительные отклонения
Характеристики
Далее вычислены значения
Отклонения, вышедшие за пределы, ограниченные вычисленными значениями и равные +10 мм, +9 мм и -7 мм, были исключены из объединенной выборки, как грубые ошибки, после чего в двух последних графах табл.3 были произведены соответствующие вычисления, определены новые значения сумм
4. Для построения на чертеже гистограммы кривой нормального распределения в соответствии с п. 4 приложения 1 были вычислены координаты точек кривой - отклонения
По полученным координатам
Очертания гистограммы практически можно считать совпадающими с кривой нормального распределения.
Для завершения проверки по гистограмме были суммированы частоты
Сравнение сумм частостей в табл. 4 с допустимыми значениями в табл. 5 приложения 1 показывает, что исследуемое распределение можно считать приближающимся к нормальному.
Таблица 4
5. Для проверки стабильности характеристики
Характеристика
Для проверки стабильности характеристики
Характеристика
6. На основании проверки технологический процесс изготовления панелей наружных стен по параметру "длина панелей" можно считать статистически однородным.
Так как систематическая погрешность, равная найденному выборочному среднему отклонению
7. Для определения класса точности по длине панелей, в соответствии с п.5.2 настоящего стандарта определяем значение
Значение
В соответствии с табл. 1 ГОСТ 21779-82 ближайшее большее значение допуска для интервала номинальных размеров от 2500 до 4000 мм равняется 10 мм, что соответствует 5-му классу точности.
По формуле (5) настоящего стандарта вычисляем значение
В соответствии с п. 5.4 настоящего стандарта можно сделать вывод, что запас точности отсутствует, так как 0,01 < 0,14.
1-7 (Измененная редакция, Изм. N 1).
Текст документа сверен по: официальное издание Минстрой России - М.: Издательство стандартов, 1992
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Часть 1 | Часть 2
Хотите оперативно узнавать о новых публикациях нормативных документов на портале? Подпишитесь на рассылку новостей!