Часть 1 | Часть 2 | Часть 3 | Часть 4 | Часть 5 | Часть 6 | Часть 7 | Часть 8 | Часть 9 | Часть 10 | Часть 11
Таблица С.79 SR12.2 - Вероятность наличия дефектных труб в обсадной колонне
|
Вероятность наличия одной дефектной трубы |
Вероятность того, что в колонне из 100 труб будет, как минимум, одна дефектная труба |
|
1/10 |
0,99997 (или 100 %) |
|
1/100 |
0,634 (или 63 %) |
|
1/1000 |
0,095 (или 10 %) |
|
1/10000 |
0,00995 (или 1 %) |
Таблица С.80 SR16.1 - Требования к поглощенной энергии поперечных образцов. Группа прочности N80 тип 1
|
Максимальная заданная толщина стенки t, мм |
Минимальная поглощенная энергия поперечных образцов Ку, Дж |
Максимальная заданная толщина стенки t, мм |
Минимальная поглощенная энергия поперечных образцов Kv, Дж |
|
11,59 |
14 |
20,80 |
20 |
|
13,12 |
15 |
22,33 |
21 |
|
14,66 |
16 |
23,87 |
22 |
|
16,19 |
17 |
25,40 |
23 |
|
17,73 |
18 |
26,94 |
24 |
|
19,26 |
19 |
|
|
|
Примечания 1 Заданные толщины стенок, превышающие указанные в таблицах С.1–C.3 приведены здесь только для справки для специального применения. 2 Для заданной толщины стенки превышающей указанную, требования должны соответствовать значениям, рассчитанным по формулам для толщины стенки и группы прочности |
|||
Таблица С.81 SR16.2 - Требования к поглощенной энергии для продольных образцов. Группа прочности N80 тип 1
|
Максимальная заданная толщина стенки t, мм |
Минимальная поглощенная энергия продольных образцов Kv, Дж |
Максимальная заданная толщина стенки t, мм |
Минимальная поглощенная энергия продольных образцов Kv, Дж |
|
10,44 |
27 |
18,88 |
38 |
|
11,20 |
28 |
19,65 |
39 |
|
11,97 |
29 |
20,41 |
40 |
|
12,74 |
30 |
21,18 |
41 |
|
13,51 |
31 |
21,95 |
42 |
|
14,27 |
32 |
22,72 |
43 |
|
15,04 |
33 |
23,48 |
44 |
|
15,81 |
34 |
24,25 |
45 |
|
16,58 |
35 |
25,02 |
46 |
|
17,34 |
36 |
25,79 |
47 |
|
18,11 |
37 |
|
|
|
Примечания 1 Заданные толщины стенок, превышающие указанные в таблицах С.1 – С.3, приведены здесь только для справки для специального применения. 2 Для заданной толщины стенки превышающей указанную, требования должны соответствовать значениям, рассчитанным по формулам для толщины стенки и группы прочности |
|||
Таблица С.82 SR16.3 - Снижение температуры испытания для образцов меньших размеров. Группы прочности Н40, J55, К55 и К72
|
Размер сечения образца, мм |
Заданная толщина стенки t, мм |
Снижение температуры, °С |
|
10,0 × 7,5 |
Св. 10,00 |
3 |
|
10,0 × 5,0 |
Св. 10,00 |
11 |
|
10,0 × 5,0 |
От 7,50 до 10,00 включ. |
8 |
|
10,0 × 5,0 |
От 6,70 до 7,50 |
6 |
|
10,0 × 5,0 |
От 6,00 до 6,70 |
3 |
Таблица С.83 SR22.1 - Требования для соединения LC, обладающего повышенной герметичностью
|
Наружный
диаметр |
Толщина
стенки |
Группа прочностиa |
Диаметр оправки, мм |
Наружный
диаметр обычной муфты |
Число оборотов при механическом свинчивании, мин. |
Максимальная длина свинчиванияb, мм |
Приблизительный начальный момент свинчивания, Нм, при покрытии муфты |
Рекомен- cмазкис, |
|
|
оловянном |
фосфатном |
||||||||
|
114,30 |
6,35 |
J/K55 |
98,42 |
127,00 |
3,0 |
82,55 |
176 |
294 |
15 |
|
114,30 |
6,35 |
L/N80 |
98,42 |
127,00 |
3,0 |
82,55 |
168 |
279 |
15 |
|
114,30 |
7,37 |
L/N80 |
96,38 |
127,00 |
3,0 |
82,55 |
184 |
308 |
15 |
|
114,30 |
6,35 |
С90 |
98,42 |
127,00 |
3,0 |
82,55 |
172 |
- |
15 |
|
114,30 |
7,37 |
С90 |
96,38 |
127,00 |
3,0 |
82,55 |
194 |
- |
15 |
|
114,30 |
6,35 |
С/Т95 |
98,42 |
127,00 |
3,0 |
82,55 |
176 |
- |
15 |
|
114,30 |
7,37 |
С/Т95 |
96,38 |
127,00 |
3,0 |
82,55 |
198 |
- |
15 |
|
114,30 |
6,35 |
Р110 |
98,42 |
127,00 |
3,0 |
82,55 |
176 |
- |
15 |
|
114,30 |
7,37 |
P110 |
96,38 |
127,00 |
3,0 |
82,55 |
201 |
- |
15 |
|
127,00 |
6,43 |
J/K55 |
110,96 |
141,30 |
3,0 |
92,08 |
157 |
262 |
20 |
|
127,00 |
7,52 |
J/K55 |
108,78 |
141,30 |
3,0 |
92,08 |
169 |
282 |
20 |
|
127,00 |
7,52 |
L/N80 |
108,78 |
141,30 |
3,5 |
92,08 |
222 |
370 |
20 |
|
127,00 |
9,19 |
L/N80 |
105,44 |
141,30 |
3,5 |
92,08 |
298 |
498 |
20 |
|
127,00 |
7,52 |
С90 |
108,78 |
141,30 |
3,0 |
92,08 |
268 |
- |
20 |
|
127,00 |
9,19 |
С90 |
105,44 |
141,30 |
3,0 |
92,08 |
323 |
- |
20 |
|
127,00 |
7,52 |
С/Т95 |
108,78 |
141,30 |
3,5 |
92,08 |
274 |
- |
20 |
|
127,00 |
9,19 |
С/Т95 |
105,44 |
141,30 |
3,5 |
92,08 |
329 |
- |
20 |
|
127,00 |
7,52 |
Р110 |
108,78 |
141,30 |
3,5 |
92,08 |
282 |
- |
20 |
|
127,00 |
9,19 |
P110 |
105,44 |
141,30 |
3,5 |
92,08 |
336 |
- |
20 |
|
139,70 |
6,98 |
J/K55 |
122,56 |
153,67 |
3,0 |
95,25 |
220 |
366 |
25 |
|
139,70 |
7,72 |
J/K55 |
121,08 |
153,67 |
3,0 |
95,25 |
260 |
434 |
25 |
|
139,70 |
7,72 |
L/N80 |
121,08 |
153,67 |
4,0 |
95,25 |
325 |
542 |
25 |
|
139,70 |
9,17 |
L/N80 |
118,18 |
153,67 |
4,0 |
95,25 |
370 |
618 |
25 |
|
139,70 |
7,72 |
С90 |
121,08 |
153,67 |
3,0 |
95,25 |
244 |
- |
25 |
|
139,70 |
9,17 |
С90 |
118,18 |
153,67 |
3,0 |
95,25 |
278 |
- |
25 |
|
139,70 |
7,72 |
С/Т95 |
121,08 |
153,67 |
3,5 |
95,25 |
301 |
- |
25 |
|
139,70 |
9,17 |
С/Т95 |
118,18 |
153,67 |
3,5 |
95,25 |
340 |
- |
25 |
|
139,70 |
7,72 |
Р110 |
121,08 |
153,67 |
4,0 |
95,25 |
366 |
- |
25 |
|
139,70 |
9,17 |
P110 |
118,18 |
153,67 |
4,0 |
95,25 |
408 |
- |
25 |
|
168,28 |
7,32 |
J/K55 |
150,46 |
187,71 |
3,0 |
104,78 |
220 |
365 |
30 |
|
168,28 |
8,84 |
J/K55 |
147,22 |
187,71 |
3,0 |
104,78 |
274 |
457 |
30 |
|
168,28 |
8,84 |
L/N80 |
147,22 |
187,71 |
4,0 |
104,78 |
450 |
751 |
30 |
|
168,28 |
10,59 |
L/N80 |
143,92 |
187,71 |
4,0 |
104,78 |
525 |
876 |
30 |
|
168,28 |
12,06 |
L/N80 |
140,98 |
187,71 |
4,0 |
104,78 |
579 |
965 |
30 |
|
168,28 |
8,84 |
С90 |
147,22 |
187,71 |
4,0 |
104,78 |
476 |
- |
30 |
|
168,28 |
10,59 |
С90 |
143,92 |
187,71 |
4,0 |
104,78 |
553 |
- |
30 |
|
168,28 |
12,06 |
С90 |
140,98 |
187,71 |
4,0 |
104,78 |
611 |
- |
30 |
|
168,28 |
8,84 |
С/Т95 |
147,22 |
187,71 |
4,0 |
104,78 |
483 |
- |
30 |
|
168,28 |
10,59 |
С/Т95 |
143,92 |
187,71 |
4,0 |
104,78 |
557 |
- |
30 |
|
168,28 |
12,06 |
С/Т95 |
140,98 |
187,71 |
4,0 |
104,78 |
614 |
- |
30 |
|
168,28 |
8,84 |
Р110 |
147,22 |
187,71 |
4,5 |
104,78 |
565 |
- |
30 |
|
168,28 |
10,59 |
Р110 |
143,92 |
187,71 |
4,5 |
104,78 |
655 |
- |
30 |
|
168,28 |
12,06 |
Р110 |
140,98 |
187,71 |
4,5 |
104,78 |
721 |
- |
30 |
|
177,80 |
8,05 |
J/K55 |
158,52 |
194,46 |
4,0 |
107,95 |
321 |
536 |
35 |
|
177,80 |
9,19 |
J/K55 |
156,24 |
194,46 |
4,0 |
107,95 |
370 |
617 |
35 |
|
177,80 |
8,05 |
L/N80 |
158,52 |
194,46 |
5,5 |
107,95 |
561 |
936 |
35 |
|
177,80 |
9,19 |
L/N80 |
156,24 |
194,46 |
5,5 |
107,95 |
659 |
1098 |
35 |
|
177,80 |
10,36 |
L/N80 |
153,90 |
194,46 |
5,5 |
107,95 |
736 |
1226 |
35 |
|
177,80 |
11,51 |
L/N80 |
151,61 |
194,46 |
5,5 |
107,95 |
793 |
1322 |
35 |
|
177,80 |
8,05 |
С90 |
158,52 |
194,46 |
4,5 |
107,95 |
480 |
- |
35 |
|
177,80 |
9,19 |
С90 |
156,24 |
194,46 |
4,5 |
107,95 |
548 |
- |
35 |
|
177,80 |
10,36 |
С90 |
153,90 |
194,46 |
4,5 |
107,95 |
609 |
- |
35 |
|
177,80 |
11,51 |
С90 |
151,61 |
194,46 |
4,5 |
107,95 |
663 |
- |
35 |
|
177,80 |
8,05 |
С/Т95 |
158,52 |
194,46 |
4,5 |
107,95 |
489 |
- |
35 |
|
177,80 |
9,19 |
С/Т95 |
156,24 |
194,46 |
4,5 |
107,95 |
556 |
- |
35 |
|
177,80 |
10,36 |
С/Т95 |
153,90 |
194,46 |
4,5 |
107,95 |
617 |
- |
35 |
|
177,80 |
11,51 |
С/Т95 |
151,61 |
194,46 |
4,5 |
107,95 |
670 |
- |
35 |
|
177,80 |
9,19 |
Р110 |
156,24 |
194,46 |
5,0 |
107,95 |
643 |
- |
35 |
|
177,80 |
10,36 |
Р110 |
153,90 |
194,46 |
5,0 |
107,95 |
712 |
- |
35 |
|
177,80 |
11,51 |
Р110 |
151,61 |
194,46 |
5,0 |
107,95 |
769 |
- |
35 |
|
193,68 |
8,33 |
J/K55 |
173,84 |
215,90 |
3,5 |
111,12 |
331 |
550 |
40 |
|
193,68 |
8,33 |
L/N80 |
173,84 |
215,90 |
5,0 |
111,12 |
654 |
1090 |
40 |
|
193,68 |
9,52 |
L/N80 |
171,46 |
215,90 |
5,0 |
111,12 |
767 |
1279 |
40 |
|
193,68 |
10,92 |
L/N80 |
168,66 |
215,90 |
5,0 |
111,12 |
880 |
1466 |
40 |
|
193,68 |
12,70 |
L/N80 |
165,10 |
215,90 |
5,0 |
111,12 |
999 |
1665 |
40 |
|
193,68 |
8,33 |
С90 |
173,84 |
215,90 |
4,5 |
111,12 |
555 |
- |
40 |
|
193,68 |
9,52 |
С90 |
171,46 |
215,90 |
4,5 |
111,12 |
637 |
- |
40 |
|
193,68 |
10,92 |
С90 |
168,66 |
215,90 |
4,5 |
111,12 |
721 |
- |
40 |
|
193,68 |
12,70 |
С90 |
165,10 |
215,90 |
4,5 |
111,12 |
813 |
- |
40 |
|
193,68 |
8,33 |
С/Т95 |
173,84 |
215,90 |
4,5 |
111,12 |
565 |
- |
40 |
|
193,68 |
9,52 |
С/Т95 |
171,46 |
215,90 |
4,5 |
111,12 |
645 |
- |
40 |
|
193,68 |
10,92 |
С/Т95 |
168,66 |
215,90 |
4,5 |
111,12 |
728 |
- |
40 |
|
193,68 |
12,70 |
С/Т95 |
165,10 |
215,90 |
4,5 |
111,12 |
818 |
- |
40 |
|
193,68 |
9,52 |
Р110 |
171,46 |
215,90 |
5,0 |
111,12 |
747 |
- |
40 |
|
193,68 |
10,92 |
Р110 |
168,66 |
215,90 |
5,0 |
111,12 |
841 |
- |
40 |
|
193,68 |
9,52 |
С90 |
171,46 |
215,90 |
4,5 |
111,12 |
637 |
- |
40 |
|
193,68 |
12,70 |
Р110 |
165,10 |
215,90 |
5,0 |
111,12 |
942 |
- |
40 |
|
219,08 |
8,94 |
J/K55 |
198,02 |
244,48 |
3,5 |
120,65 |
415 |
691 |
50 |
|
219,08 |
10,16 |
J/K55 |
195,58 |
244,48 |
3,5 |
120,65 |
483 |
804 |
50 |
|
219,08 |
10,16 |
UN80 |
195,58 |
244,48 |
5,5 |
120,65 |
832 |
1388 |
50 |
|
219,08 |
11,43 |
UN80 |
193,04 |
244,48 |
5,5 |
120,65 |
891 |
1485 |
50 |
|
219,08 |
12,70 |
UN80 |
190,50 |
244,48 |
5,5 |
120,65 |
999 |
1666 |
50 |
|
219,08 |
14,15 |
UN80 |
187,60 |
244,48 |
5,5 |
120,65 |
1079 |
1798 |
50 |
|
219,08 |
10,16 |
С90 |
195,58 |
244,48 |
4,5 |
120,65 |
881 |
- |
50 |
|
219,08 |
11,43 |
С90 |
193,04 |
244,48 |
4,5 |
120,65 |
980 |
- |
50 |
|
219,08 |
12,70 |
С90 |
190,50 |
244,48 |
4,5 |
120,65 |
1070 |
- |
50 |
|
219,08 |
14,15 |
С90 |
187,60 |
244,48 |
4,5 |
120,65 |
1162 |
- |
50 |
|
219,08 |
10,16 |
С/Т95 |
195,58 |
244,48 |
5,0 |
120,65 |
936 |
- |
50 |
|
219,08 |
11,43 |
С/Т95 |
193,04 |
244,48 |
5,0 |
120,65 |
1047 |
- |
50 |
|
219,08 |
12,70 |
С/Т95 |
190,50 |
244,48 |
5,0 |
120,65 |
1143 |
- |
50 |
|
219,08 |
14,15 |
С/Т95 |
187,60 |
244,48 |
5,0 |
120,65 |
1239 |
- |
50 |
|
219,08 |
11,43 |
Р110 |
193,04 |
244,48 |
5,5 |
120,65 |
1083 |
- |
50 |
|
219,08 |
12,70 |
Р110 |
190,50 |
244,48 |
5,5 |
120,65 |
1222 |
- |
50 |
|
219,08 |
14,15 |
Р110 |
187,60 |
244,48 |
5,5 |
120,65 |
1322 |
- |
50 |
|
244,48 |
8,94 |
J/K55 |
222,63 |
269,88 |
3,5 |
127,00 |
533 |
687 |
55 |
|
244,48 |
10,03 |
J/K55 |
220,45 |
269,88 |
3,5 |
127,00 |
595 |
776 |
55 |
|
244,48 |
10,03 |
L/N80 |
220,45 |
269,88 |
5,5 |
127,00 |
912 |
1520 |
55 |
|
244,48 |
11,05 |
L/N80 |
218,41 |
269,88 |
5,5 |
127,00 |
1040 |
1733 |
55 |
|
244,48 |
11,99 |
L/N80 |
216,54 |
269,88 |
5,5 |
127,00 |
1116 |
1859 |
55 |
|
244,48 |
13,84 |
L/N80 |
215,90d |
269,88 |
5,5 |
127,00 |
1251 |
2087 |
55 |
|
244,48 |
10,03 |
С90 |
220,45 |
269,88 |
5,0 |
127,00 |
915 |
- |
55 |
|
244,48 |
11,05 |
С90 |
218,41 |
269,88 |
5,0 |
127,00 |
999 |
- |
55 |
|
244,48 |
11,99 |
С90 |
216,54 |
269,88 |
5,0 |
127,00 |
1071 |
- |
55 |
|
244,48 |
13,84 |
С90 |
215,90d |
269,88 |
5,0 |
127,00 |
1340 |
- |
55 |
|
244,48 |
10,03 |
С/Т95 |
220,45 |
269,88 |
5,5 |
127,00 |
1033 |
- |
55 |
|
244,48 |
11,05 |
С/Т95 |
218,41 |
269,88 |
5,5 |
127,00 |
1129 |
- |
55 |
|
244,48 |
11,99 |
С/Т95 |
216,54 |
269,88 |
5,5 |
127,00 |
1211 |
- |
55 |
|
244,48 |
13,84 |
С/Т95 |
215,90d |
269,88 |
5,5 |
127,00 |
1318 |
- |
55 |
|
244,48 |
11,05 |
Р110 |
218,41 |
269,88 |
6,0 |
127,00 |
1239 |
- |
55 |
|
244,48 |
11,99 |
Р110 |
216,54 |
269,88 |
6,0 |
127,00 |
1326 |
- |
55 |
|
244,48 |
13,84 |
Р110 |
215,90d |
269,88 |
6,0 |
127,00 |
1481 |
- |
55 |
|
а L/N80 означает L80 тип 1, N80 тип 1 и N80 тип Q. b Расстояние от торца трубы до вершины треугольного клейма. с Рекомендуемая масса резьбовой смазки, приведенная в настоящей таблице, указана для смазок, содержащих металлы, в том числе свинец, плотность которых составляет приблизительно 2 г/см3. При применении смазок, соответствующих [7], требуется меньшее количество(масса) смазки для получения эквивалентного объема смазки. Чрезмерное употребление резьбовой смазки может ухудшить стойкость к утечкам. d Указан диаметр альтернативной оправки (таблица С.32). |
|||||||||
Таблица С.84 SR23 - Химический состав группы прочности L80 тип 1, стойкой к сульфидному коррозионному растрескиванию под напряжением
|
|
Класс |
Группа прочности |
Массовая доля элементов, % |
||||||||||||
|
Углерод |
Марганец |
Молибден |
Хром |
Никель, макс. |
Медь, макс. |
Фосфор, макс. |
Сера, макс. |
Кремний, макс. |
|||||||
|
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
||||||||
|
2 |
L80 тип 1а |
- |
0,35 |
- |
1,20 |
0,10 |
0,50 |
- |
1,50 |
0,25 |
0,35 |
0,020 |
0,010 |
- |
|
|
а Группу прочности L80 тип 1, стойкую к сульфидному коррозионному растрескиванию под напряжением, маркируют как L80S. |
|||||||||||||||
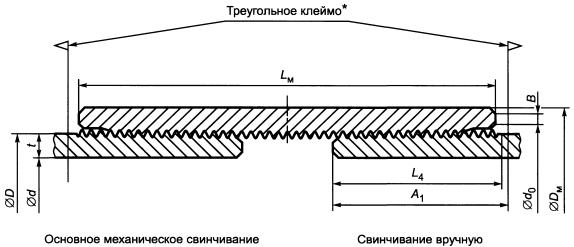
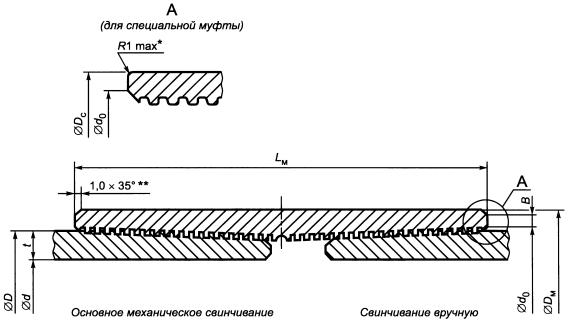
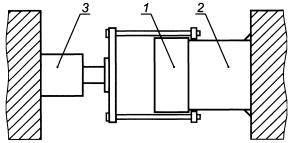
* На расстоянии А1, равном (L4 + 1,59) мм от каждого торца труб групп прочности Н40, J55, К55 и М65 наружным диаметром 406,40; 426,00; 473,08 и 508,00 мм для соединения SC и наружным диаметром 508,00 мм для соединения LC, должен быть нанесен клеймением знак в виде равностороннего треугольника высотой 9,52 мм.
D - наружный диаметр трубы; t - толщина стенки трубы; d - внутренний диаметр трубы; Dм - наружный диаметр муфты; Lм - длина муфты; В - ширина торцовой плоскости муфты; А1 - расстояние от торца трубы до основания треугольного клейма; d0 - диаметр фаски в торцовой плоскости муфты; L4 - общая длина резьбы от торца трубы до конца сбега
Примечание - Размеры труб указаны в таблице С.26, размеры муфт - в таблице С.35, размер L4 и другие размеры соединения - в ГОСТ 51906.
Рисунок D.1 - Обсадные трубы и муфта для соединений SC и LC
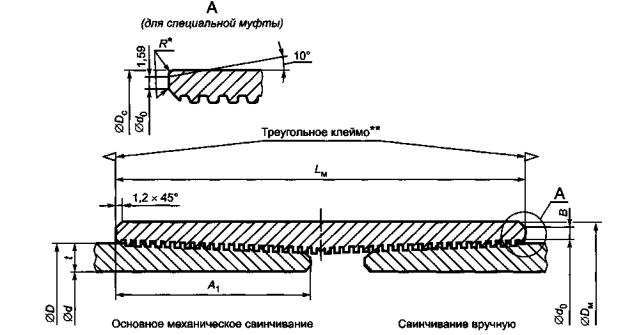
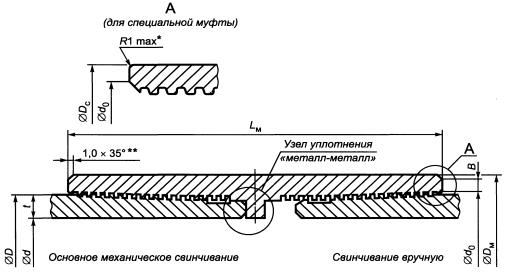
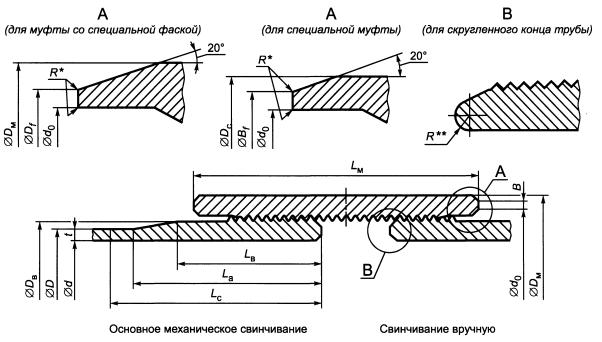
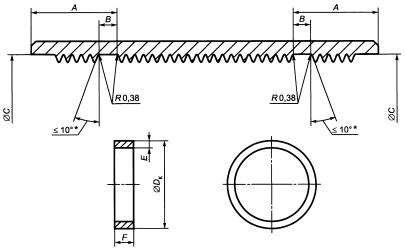
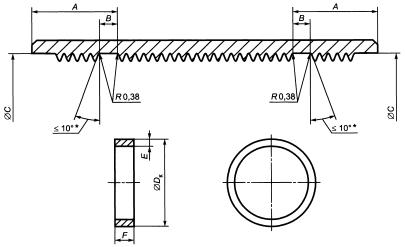
* Наружная и внутренняя кромки торцовых плоскостей специальных муфт должны быть скруглены или притуплены. Если это указано в заказе на поставку, на обоих торцах муфты должна быть выполнена специальная фаска под углом 10°, при этом ширина торцовой плоскости муфты В должна быть не менее 1,59 мм.
** На расстоянии A1 от каждого торца трубы должен быть нанесен клеймением знак в виде равностороннего треугольника высотой 9,52 мм. Допускается нанесение треугольного знака краской по трафарету.
D - наружный диаметр трубы; t - толщина стенки трубы; d - внутренний диаметр трубы; Dм - наружный диаметр обычной муфты; Dc - наружный диаметр специальной муфты; Lм - длина муфты; В - ширина торцовой плоскости обычной муфты; А1 - расстояние от торца трубы до основания треугольного клейма; d0 - диаметр фаски в торцовой плоскости муфты
Примечание - Размеры труб указаны в таблице С.25, размеры муфт - в таблице С.36, А1 и другие размеры соединения - в ГОСТ Р 51906.
Рисунок D.2 - Обсадные трубы и муфта для соединения ВС
|
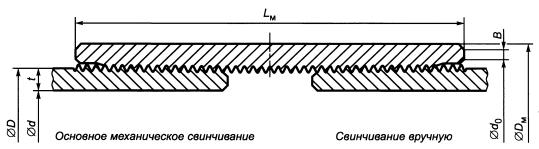
* Наружные кромки торцовых плоскостей специальных муфт должны быть скруглены радиусом не более 1 мм. ** Для обычных муфт допускается замена фаски округлением кромки торца радиусом, не превышающим ширину фаски. D - наружный диаметр трубы; t - толщина стенки трубы; d - внутренний диаметр трубы; Dм - наружный диаметр обычной муфты; Dc - наружный диаметр специальной муфты; Lм - длина муфты; В - ширина торцовой плоскости обычной муфты; d0 - диаметр фаски в торцовой плоскости муфты Примечания 1 Размеры труб указаны в таблице С.25, размеры муфт - в таблице С.37, размеры соединения - в ГОСТ Р 53365. 2 Настоящий рисунок введен с целью дополнения резьбового соединения, широко применяемого в национальной промышленности. Рисунок D.3 - Обсадные трубы и муфта для соединения ОТТМ |
|
* Наружные кромки торцовых плоскостей специальных муфт должны быть скруглены радиусом не более 1 мм. ** Для обычных муфт допускается замена фаски округлением кромки торца радиусом, не превышающим ширину фаски. D - наружный диаметр трубы; t - толщина стенки трубы; d - внутренний диаметр трубы; Dм - наружный диаметр обычной муфты; Dc - наружный диаметр специальной муфты; Lм - длина муфты; В - ширина торцовой плоскости обычной муфты; d0 - диаметр фаски в торцовой плоскости муфты Примечания 1 Размеры труб указаны в таблице С.25, размеры муфт - в таблице С.38, размеры соединения - в ГОСТ Р 53365. 2 Настоящий рисунок введен с целью дополнения резьбового соединения, широко применяемого в национальной промышленности. Рисунок D.4 - Обсадные трубы и муфта для соединения ОТТГ |
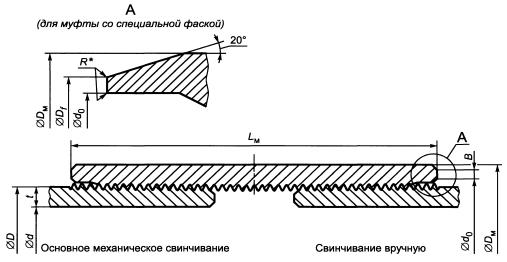
* Наружная и внутренняя кромки торцовых плоскостей муфт со специальной фаской должны быть притуплены или скруглены.
D - наружный диаметр трубы; t - толщина стенки трубы; d - внутренний диаметр трубы; Dм - наружный диаметр муфты; Lм - длина муфты; В - ширина торцовой плоскости муфты с обычной фаской; d0 - диаметр фаски в торцовой плоскости муфты; Df - диаметр торцовой плоскости муфты со специальной фаской
Примечание - Размеры труб указаны в таблице С.26, размеры муфт - в таблице С.39, размеры соединения - в ГОСТ Р 51906.
Рисунок D.5 - Насосно-компрессорные трубы и муфта для соединения NU
* Наружная и внутренняя кромки торцовых плоскостей муфт со специальной фаской и специальных муфт должны быть притуплены или скруглены.
** Если это указано в заказе на поставку, должно быть выполнено скругление торцов трубы радиусом R (таблица D.1).
Таблица D.1
В миллиметрах
|
Наружный диаметр трубы |
Радиус скругления торцаа, R |
|
60,32 |
2,4 |
|
73,02 |
2,4 |
|
88,90 |
3,2 |
|
114,30 |
3,2 |
|
а Эти размеры приведены только для справки и не подлежат измерению при приемке изделий. Приемка изделий - по ГОСТ Р 51906. |
|
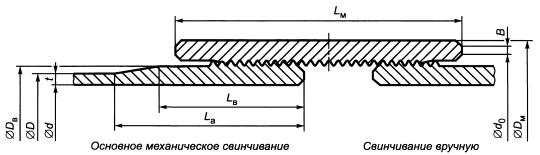
Dв - наружный диаметр высаженной части трубы; t - толщина стенки трубы; d - внутренний диаметр трубы; Dм - наружный диаметр обычной муфты; Dc - наружный диаметр специальной муфты; Lм - длина муфты; В - ширина торцовой плоскости обычной муфты и муфты с обычной фаской; d0 - диаметр фаски в торцовой плоскости муфты; Df - диаметр торцовой плоскости специальной муфты или муфты со специальной фаской; Lв - длина высаженной части, расстояние от торца трубы до начала переходного участка; La - расстояние от торца трубы до конца переходного участка; Lc - расстояние от торца трубы до начала тела трубы; R - радиус скругления торца трубы
Примечание - Размеры труб указаны в таблице С.26 и С.27, размеры муфт - в таблице С.40, размеры соединения в ГОСТ Р 51906.
Рисунок D.6 - Насосно-компрессорные трубы и муфта для соединения EU
|
D - наружный диаметр трубы; t - толщина стенки трубы; d - внутренний диаметр трубы; Dм - наружный диаметр муфты; Lм - длина муфты; В - ширина торцовой плоскости муфты; d0 - диаметр фаски в торцовой плоскости муфты Примечания 1 Размеры труб указаны в таблице С.26, размеры муфт - в таблице С.41, размеры соединения - в ГОСТ Р 53365. 2 Настоящий рисунок введен с целью дополнения резьбового соединения, широко применяемого в национальной промышленности. Рисунок D.7 - Насосно-компрессорные трубы и муфта для соединения НКТ |
|
Dв - наружный диаметр высаженного конца трубы; t - толщина стенки трубы; d - внутренний диаметр трубы; La - расстояние от торца трубы до конца переходного участка; Lв - длина высаженной части, расстояние от торца трубы до начала переходного участка; Dм - наружный диаметр муфты; Lм - длина муфты; В - ширина торцовой плоскости муфты; d0 - диаметр фаски в торцовой плоскости муфты Примечания 1 Размеры труб указаны в таблице С.26 и С.28, размеры муфт - в таблице С.42, размеры соединения - в ГОСТ Р 53365. 2 Настоящий рисунок введен с целью дополнения резьбового соединения, широко применяемого в национальной промышленности. Рисунок D.8 - Насосно-компрессорные трубы и муфта для соединения НКТВ |
|
D - наружный диаметр трубы; t - толщина стенки трубы; d - внутренний диаметр трубы; Dм - наружный диаметр муфты; Lм - длина муфты; В - ширина торцовой плоскости муфты; d0 - диаметр фаски в торцовой плоскости муфты Примечания 1 Размеры труб указаны в таблице С.26, размеры муфт - в таблице С.43, размеры соединения - в ГОСТ Р 53365. 2 Настоящий рисунок введен с целью дополнения резьбового соединения, широко применяемого в национальной промышленности. Рисунок D.9 - Насосно-компрессорные трубы и муфта для соединения НКМ |
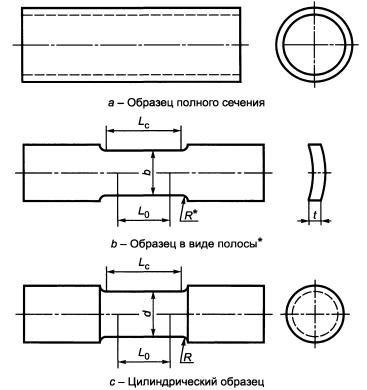
* Испытание образцов без применения криволинейных захватов - по 10.4.5.
Lс - рабочая длина; b - ширина рабочей части; d - диаметр рабочей части; L0 - расчетная длина; R - радиус галтели; t - толщина стенки изделия
Таблица D.2
В миллиметрах
|
Размер |
Образец в виде полосы |
Цилиндрический образец диаметром расчетной части d |
|
|
12,5 |
9,0 |
||
|
Расчетная длина L0 |
50,0 ±0,1 |
62,5 ±0,1 |
45,0 ±0,1 |
|
Ширина b или диаметр d рабочей части |
40,0 ± 0,2 |
12,5 ± 0,2 |
9,0 ± 0,1 |
|
Радиус галтели R, мин. |
25 |
10 |
8 |
|
Рабочая длина Lc, мин. |
57 |
75 |
54 |
Рисунок D.10 - Образцы для испытания на растяжение
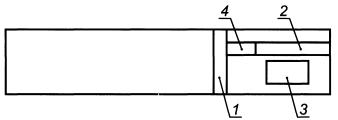
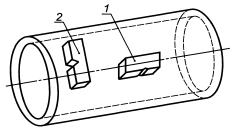
1 - кольцевая проба для контроля твердости по толщине стенки толщиной не менее 6,4 мм (рисунок D.12); 2 - проба для испытания на растяжение; 3 - проба для испытания на ударный изгиб (рисунок D.13); 4 - проба для контроля поверхностной твердости толщиной не менее 6,4 мм, отбираемая от пробы для испытания на растяжение перед подготовкой образца для испытания на растяжение
Примечание - Кольцевая проба для контроля твердости по толщине стенки для муфт, термообработанных в виде муфтовых заготовок, должна быть отобрана из средней части муфтовой заготовки.
Рисунок D.11 - Расположение проб для испытаний, отбираемых от изделий
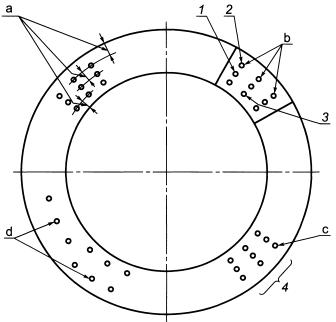
а Отпечатки вблизи наружного и внутреннего диаметров должны быть выполнены на расстоянии от 2,5 до 3,8 мм от соответствующей поверхности. Расстояние от центра отпечатка до края образца не должно быть менее 2 1/2 диаметра отпечатка, а расстояние от центра отпечатка до центра другого отпечатка - менее трех диаметров отпечатка.
b Средним значением твердости является среднее значение трех показаний твердости по Роквеллу в одном ряду.
с Показания твердости по Роквеллу после получения отпечатка называют числами твердости по Роквеллу.
d Для тонкостенных труб допускается альтернативное расположение рядов.
1 - отпечаток по середине стенки; 2 - отпечаток вблизи наружного диаметра; 3 - отпечаток вблизи внутреннего диаметра; 4 - блок отпечатков
Рисунок D.12 - Контроль твердости по толщине стенки
|
|
|
|
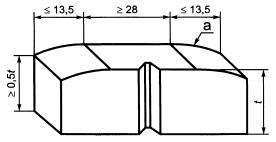
1 - продольный образец; 2 - поперечный образец. Примечание - Все образцы по возможности должны иметь сечение 10×10 мм. Надрез на образце должен быть расположен перпендикулярно к оси трубы (по нормали к ее поверхности). |
а Кривизна, обусловленная наружным диаметром трубного изделия. t - толщина стенки трубного изделия |
|
Рисунок D.13 - Ориентация образцов для испытания на ударный изгиб |
Рисунок D.14 - Допустимая кривизна образца для испытания на ударный изгиб |
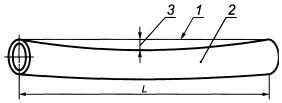
1 - струна или проволока; 2 - труба; 3 - допустимое отклонение от прямолинейности, не должно превышать 0,2 % общей длины трубы; L - общая длина трубы
Рисунок D.15 - Измерение общей прямолинейности
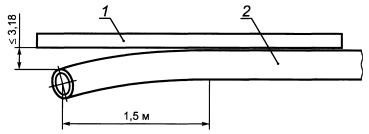
1 - поверочная линейка длиной не менее 1,8 м; 2 - труба
Рисунок D.16 - Измерение концевой прямолинейности
1 Маркировка насосно-компрессорной трубы, изготовленной по ГОСТ Р 53366-2009, во втором квартале 2009 г. (92), наружным диаметром 73,02 мм, толщиной стенки 5,51 мм, группы прочности N80 тип 1 (N1), нетермообработанной, электросварной (Е), по требованиям PSL-2 (L2), испытанной давлением 66,5 МПа (Р66,5), с отделкой концов для резьбового соединения НКТВ, с резьбой, нарезанной изготовителем, проконтролированной стандартной оправкой (D), без муфты.

Маркировка краской (на расстоянии не менее 0,6 м от любого торца трубы с наружной резьбой)

Маркировка клеймением - необязательная (в пределах 0,3 м на любом конце трубы с наружной резьбой)
2 Маркировка насосно-компрессорной трубы, изготовленной по ГОСТ Р 53366-2009, в ноябре 2009 г. (911), с высаженными наружу концами без резьбы (UF), наружным диаметром 73,02 мм, толщиной стенки 7,82 мм, группы прочности L80 тип 1 (L), бесшовной (S), с учетом дополнительного требования SR2 по дополнительному неразрушающему контролю (S2), испытанной давлением 94,5 МПа (Р94.5), проконтролированной стандартной оправкой (D).

Маркировка краской (на расстоянии не менее 0,6 мм от любого торца трубы)
Рисунок D.17 - Примеры и последовательность маркировки изделий для изготовителей и нарезчиков резьбы в соответствии с разделом 11 и таблицей С.76
3 Маркировка трубной заготовки для муфт, изготовленной по ГОСТ Р 53366-2009, в первом квартале 2009 г. (91), как товарной заготовки для муфт (SC), наружным диаметром 187,80 мм, толщиной стенки 18,65 мм, группы прочности С90 тип 2 (С90-2), с порядковым номером 201.

Маркировка краской (на расстоянии не менее 0,6 м от любого торца трубы)

Маркировка клеймением - необязательная (в пределах 0,3 м на любом конце трубы)
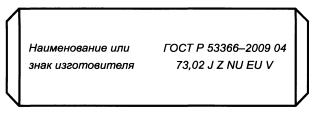
4 Маркировка муфты для насосно-компрессорных труб, поставляемой отдельно, изготовленной по ГОСТ Р 53366-2009, в четвертом квартале 2010 г. (04), для труб наружным диаметром 73,02 мм, группы прочности J55 (J), нормализованной (Z), для резьбовых соединений NU или EU (NU EU), с учетом требования по проведению только визуального контроля (V).
Примечание - Маркировка по центру муфты может быть нанесена в продольном или поперечном направлении.
|
Маркировка краской |
Маркировка клеймением - необязательная |
Рисунок D.17, лист 2
5 Маркировка обсадной трубы с резьбой и муфтой, изготовленной по ГОСТ Р 53366-2009, в третьем квартале 2009 г. (93), наружным диаметром 244,48 мм, толщиной стенки 13,84 мм, группы прочности Р110 (Р), электросварной (Е), с учетом дополнительных требований SR11 и SR16, с поглощенной энергией не менее 30 Дж и испытанием при минус 18°С (S16 30-18С), испытанной давлением 69 МПа (Р69), для резьбового соединения ВС (ВС), проконтролированной альтернативной оправкой диаметром 215,9 мм (DA215,9). Маркировка навинченной муфты, изготовленной по ГОСТ Р 53366-2009, в третьем квартале 2009 г. (93), с оловянным покрытием (Т).
Примечание - Маркировка в центре муфты может быть нанесена в продольном или поперечном направлении.

Маркировка краской (на расстоянии не менее чем 0,6 м от торца муфты)

Маркировка клеймением - необязательная (не менее чем в пределах 0,3 м от торца муфты)
Рисунок D.17, лист 3
6 Маркировка, нанесенная нарезчиком резьбы на насосно-компрессорную трубу, изготовленную по ГОСТ Р 53366-2009, с резьбой, нарезанной в декабре 2009 г. (912), наружным диаметром 60,32 мм, толщиной стенки 4,24 мм, группы прочности J55 (J), с отделкой концов для резьбового соединения NU (NU), испытанную альтернативным давлением 43,5 МПа (Р43,5).
Примечание - Маркировка наносится дополнительно к маркировке, нанесенной изготовителем трубы.

Маркировка краской (рядом с резьбой)
Рисунок D.17, лист 4
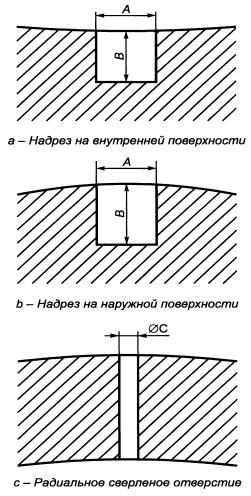
А - ширина надреза; В - глубина надреза; С - диаметр радиального сверленого отверстия
Примечание - Длина надреза для а и b - по А.5.5.4 SR11.5.4:
- для контроля методом вихревых токов общая длина - не более 38,1 мм;
- для ультразвукового метода контроля длина надреза полной глубины - не более 50,8 мм;
- для контроля методом рассеяния магнитного потока длина надреза должна быть выбрана в зависимости от аппаратуры так, чтобы обеспечить воспроизводимый сигнал при прохождении стандартного образца через аппарат со скоростью прохождения контролируемой трубы. Для обеспечения воспроизводимости должно быть выполнено три прохода через аппарат.
Рисунок D.18 - Искусственные дефекты
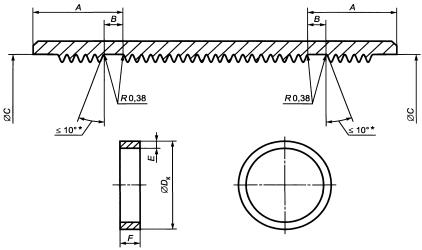
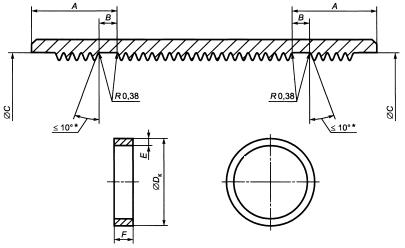
* Угол наклона по выбору изготовителя.
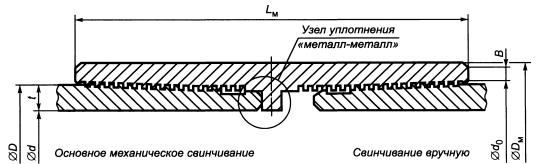
А - расстояние от торца муфты до края проточки; В - ширина проточки муфты; С - диаметр проточки муфты; Dк - наружный диаметр кольца; Е - толщина кольца; F - ширина кольца
Примечание - Соосность диаметра проточки под уплотнительное кольцо и диаметра резьбы по впадинам должна быть в пределах 0,51 мм от указанного сбега резьбы.
Таблица D.3
В миллиметрах
|
Наружный |
Размер муфты |
Размер кольца |
||||
|
А |
В |
С |
Dк |
Е |
F |
|
|
114,30 |
34,9 |
4,78 |
114,63 |
115,27 |
2,54 |
3,96 |
|
127,00 |
38,1 |
4,78 |
127,13 |
127,76 |
2,54 |
3,96 |
|
139,70 |
38,1 |
4,78 |
139,83 |
140,46 |
2,54 |
3,96 |
|
168,28 |
44,5 |
4,78 |
168,00 |
168,63 |
2,54 |
3,96 |
|
177,80 |
44,5 |
4,78 |
177,52 |
178,16 |
2,54 |
3,96 |
|
193,68 |
44,5 |
4,78 |
193,29 |
193,93 |
2,54 |
3,96 |
|
219,09 |
47,6 |
4,78 |
218,52 |
219,15 |
2,54 |
3,96 |
|
244,48 |
47,6 |
4,78 |
243,92 |
244,55 |
2,54 |
3,96 |
|
273,03 |
44,5 |
4,78 |
272,67 |
273,30 |
2,54 |
3,96 |
|
298,45 |
47,6 |
4,78 |
297,89 |
298,53 |
2,54 |
3,96 |
|
339,72 |
57,2 |
4,78 |
338,56 |
339,19 |
2,54 |
3,96 |
|
406,40 |
69,9 |
4,78 |
404,44 |
405,08 |
2,54 |
3,96 |
|
473,08 |
69,9 |
4,78 |
471,12 |
471,75 |
2,54 |
3,96 |
|
508,00 |
69,9 |
4,78 |
506,04 |
506,68 |
2,54 |
3,96 |
Рисунок D.19 - SR13 Муфта с проточками под уплотнительные кольца и неметаллическое кольцо для обсадных труб для соединений SC и LC
* Угол наклона по выбору изготовителя.
А - расстояние от торца муфты до края проточки; В - ширина проточки муфты; С - диаметр проточки муфты; Dк - наружный диаметр кольца; Е - толщина кольца; F - ширина кольца
Примечание - Соосность диаметра проточки под уплотнительное кольцо и диаметра резьбы по впадинам должна быть в пределах 0,51 мм от указанного выхода.
Таблица D.4
В миллиметрах
|
Наружный |
Размер муфты |
Размер кольца |
||||
|
А |
В |
С |
Dк |
Е |
F |
|
|
114,30 |
76,2 |
4,78 |
115,21 |
115,85 |
2,54 |
3,96 |
|
127,00 |
81,0 |
4,78 |
127,46 |
128,09 |
2,54 |
3,96 |
|
139,70 |
81,0 |
4,78 |
140,16 |
140,79 |
2,54 |
3,96 |
|
146,10 |
81,0 |
4,78 |
146,50 |
147,12 |
2,54 |
3,96 |
|
168,28 |
81,0 |
4,78 |
168,73 |
169,37 |
2,54 |
3,96 |
|
177,80 |
82,6 |
4,78 |
178,16 |
178,79 |
2,54 |
3,96 |
|
193,68 |
85,7 |
4,78 |
193,85 |
194,49 |
2,54 |
3,96 |
|
219,09 |
85,7 |
4,78 |
219,25 |
219,89 |
2,54 |
3,96 |
|
244,48 |
85,7 |
4,78 |
244,65 |
245,29 |
2,54 |
3,96 |
|
273,05 |
85,7 |
4,78 |
273,23 |
273,86 |
2,54 |
3,96 |
|
298,45 |
88,9 |
4,78 |
298,42 |
299,06 |
2,54 |
3,96 |
|
323,90 |
92,1 |
4,78 |
323,62 |
324,25 |
2,54 |
3,96 |
|
339,72 |
95,3 |
4,78 |
339,29 |
339,93 |
2,54 |
3,96 |
Рисунок D.20 - SR13 Муфта с проточками под уплотнительные кольца и неметаллическое кольцо для обсадных труб для соединения ВС

* Угол наклона по выбору изготовителя.
А - расстояние от торца муфты до края проточки; В - ширина проточки муфты; С - диаметр проточки муфты; Dк - наружный диаметр кольца; Е - толщина кольца; F - ширина кольца
Примечание - Соосность диаметра проточки под уплотнительное кольцо и диаметра резьбы по впадинам должна быть в пределах 0,51 мм от указанного сбега резьбы.
Таблица D.5
В миллиметрах
|
Наружный |
Размер муфты |
Размер кольца |
||||
|
А |
В |
С |
Dк |
Е |
F |
|
|
26,67 |
20,7 |
3,96 |
27,46 |
27,89 |
2,03 |
3,18 |
|
33,40 |
20,7 |
3,96 |
34,19 |
34,62 |
2,03 |
3,18 |
|
42,16 |
20,7 |
3,96 |
42,95 |
43,38 |
2,03 |
3,18 |
|
48,26 |
25,4 |
4,78 |
48,74 |
49,20 |
2,03 |
3,96 |
|
60,32 |
25,4 |
4,78 |
60,81 |
61,26 |
2,03 |
3,96 |
|
73,02 |
25,4 |
4,78 |
73,51 |
73,96 |
3,03 |
3,96 |
|
88,90 |
25,4 |
4,78 |
89,38 |
89,84 |
2,03 |
3,96 |
|
101,60 |
28,6 |
4,78 |
102,31 |
102,77 |
2,54 |
3,96 |
|
114,30 |
28,6 |
4,78 |
115,01 |
115,47 |
2,54 |
3,96 |
Рисунок D.21 - SR13 Муфта с проточками под уплотнительные кольца и неметаллическое кольцо для насосно-компрессорных труб для соединений NU и НКТ
* Угол наклона по выбору изготовителя.
А - расстояние от торца муфты до края проточки; В - ширина проточки муфты; С - диаметр проточки муфты; Dк - наружный диаметр кольца; Е - толщина кольца; F - ширина кольца
Примечание - Соосность диаметра проточки под уплотнительное кольцо и диаметра резьбы по впадинам должна быть в пределах 0,51 мм от указанного сбега резьбы.
Таблица D.6
В миллиметрах
|
Наружный |
Размер муфты |
Размер кольца |
||||
|
А |
В |
С |
Dк |
Е |
F |
|
|
26,67 |
22,2 |
3,96 |
34,09 |
34,54 |
2,03 |
3,18 |
|
33,40 |
22,2 |
3,96 |
38,00 |
38,43 |
2,03 |
3,18 |
|
42,16 |
22,2 |
4,78 |
46,74 |
47,17 |
2,03 |
3,96 |
|
48,26 |
22,2 |
4,78 |
53,87 |
54,31 |
2,03 |
3,96 |
|
60,32 |
28,6 |
4,78 |
66,60 |
67,06 |
2,54 |
3,96 |
|
73,02 |
28,6 |
4,78 |
79,30 |
79,76 |
2,54 |
3,96 |
|
88,90 |
28,6 |
4,78 |
95,96 |
96,42 |
2,54 |
3,96 |
|
101,60 |
28,6 |
4,78 |
108,66 |
109,12 |
2,54 |
3,96 |
|
114,30 |
28,6 |
4,78 |
121,36 |
121,82 |
2,54 |
3,96 |
Рисунок D.22 - SR13 Муфта с проточками под уплотнительные кольца и неметаллическое кольцо для насосно-компрессорных труб для соединений EU и НКТВ
|
* Угол наклона по выбору изготовителя. А - расстояние от торца муфты до края проточки; В - ширина проточки муфты; С - диаметр проточки муфты; Dк - наружный диаметр кольца; Е - толщина кольца; F - ширина кольца Примечания 1 Соосность диаметра проточки под уплотнительное кольцо и диаметра резьбы по впадинам должна быть в пределах 0,51 мм от указанного сбега резьбы. 2 Настоящий рисунок введен с целью дополнения муфтой с уплотнительными кольцами для резьбового соединения, широко применяемого в национальной промышленности. Таблица D.7 В миллиметрах
Рисунок D.23 - Муфта с проточками под уплотнительные кольца и неметаллическое кольцо для обсадных труб для соединения ОТТМ |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
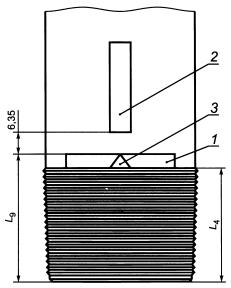
1 - полоса краской зеленого цвета; 2 - полоса краской на ниппельном конце шириной приблизительно 25 мм и длиной приблизительно 0,6 м, если муфта будет установлена изготовителем длиной не менее 100 мм; 3 - треугольное клеймо; L4 - общая длина резьбы от торца трубы до конца сбега резьбы; L9 - максимальная длина свинчивания: от торца трубы до вершины треугольного клейма
Таблица D.8
В миллиметрах
|
Наружный диаметр трубы |
Расположение треугольного клейма |
|
|
Общая длина резьбы от торца трубы до конца сбега резьбы L4 |
Максимальная длина свинчивания: от торца трубы до вершины треугольного клейма |
|
|
114,30 |
76,20 |
82,55 |
|
127,00 |
85,73 |
92,11 |
|
139,70 |
88,90 |
95,25 |
|
168,28 |
98,43 |
104,78 |
|
177,80 |
101,60 |
107,95 |
|
193,68 |
104,78 |
111,13 |
|
219,08 |
114,30 |
120,65 |
|
244,48 |
120,65 |
127,00 |
Рисунок D.24 - SR22 Маркировка промыслового конца трубы краской и треугольным клеймом (на заводском и промысловом концах трубы) для соединения LC с повышенной герметичностью
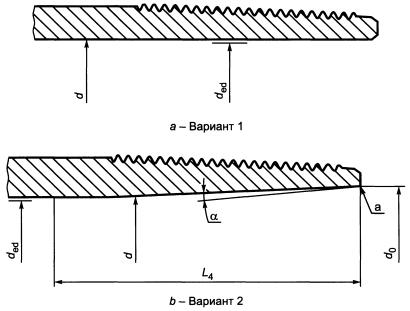
а Острая кромка должна быть притуплена.
d - внутренний диаметр трубы; d0 - диаметр расточки; ded - диаметр специальной концевой оправки; α - угол расточки; L4 - длина расточки
Таблица D.9
В миллиметрах
|
Вариант 1 - Труба с нерасточенным внутренним диаметром |
Вариант 2 - Труба с расточенным внутренним диаметром |
|||||||||
|
Наружный |
Толщина |
Диаметр специальной концевой оправки |
Внут- |
Наружный |
Толщина |
Диаметр специальной |
Внут- |
Длина расточки |
Диаметр расточки |
Угол расточки |
|
177,80 |
8,05 |
160,68 |
161,70 |
177,80 |
8,05 |
158,75 |
161,70 |
101,60 |
162,56 |
От 2° |
|
177,80 |
11,51 |
154,18 |
154,79 |
177,80 |
11,51 |
152,40 |
154,79 |
101,60 |
157,48 |
От 2° |
|
219,08 |
8,94 |
201,96 |
201,19 |
219,08 |
8,94 |
200,02 |
201,19 |
114,30 |
204,47 |
От 2° |
|
219,08 |
11,43 |
195,61 |
196,22 |
219,08 |
11,43 |
193,68 |
196,22 |
114,30 |
198,12 |
От 2° |
|
244,48 |
10,03 |
224,18 |
224,41 |
244,48 |
10,03 |
222,25 |
224,41 |
120,65 |
227,33 |
От 2° |
|
244,48 |
11,99 |
221,01 |
220,50 |
244,48 |
11,99 |
219,08 |
220,50 |
120,65 |
223,52 |
От 2° |
|
244,48 |
13,84 |
217,83 |
216,79 |
244,48 |
13,84 |
215,90 |
216,79 |
120,65 |
220,98 |
От 2° |
Рисунок D.25 - SR22 Дополнительные требования к внутреннему диаметру трубы
|
|
|
|
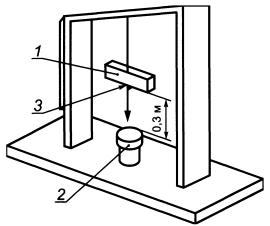
1 - стальная плита; 2 - образец; 3 - стальной пруток диаметром приблизительно 38 мм
|
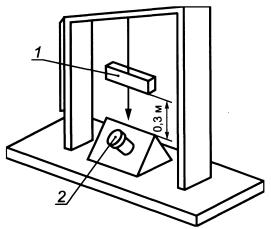
1 - стальная плита; 2 - образец |
|
Рисунок D.26 - Оборудование для испытания на осевой удар |
Рисунок D.27 - Оборудование для испытания на удар под углом 45° |
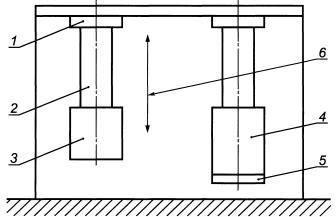
1 - резьбовая предохранительная деталь; 2 - участок трубы; 3 - гидроцилиндр
Рисунок D.28 - Оборудование для испытания резьбы на срыв
|
1 - испытательный стенд; 2 - ниппельный конец трубы; 3 - ниппельная предохранительная деталь; 4 - муфта; 5 - муфтовая предохранительная деталь; 6 - направления движения Примечание - Настоящий рисунок дополнен с целью введения схемы испытания на вибрационную устойчивость в соответствии с положениями стандарта [39]. Рисунок D.29 - Схема испытания на вибрационную устойчивость |
Е.1 Общие положения
В настоящем приложении приводятся требования уровней PSL-2 и PSL-3 для изделий всех групп прочности, кроме Н40 и L80 тип 9Сr, которые могут быть установлены потребителем. По выбору изготовителя может быть выполнен более высокий уровень PSL Требования PSL-2 и PSL-3 дополняют требования PSL-1, которые являются основой настоящего стандарта. Все требования PSL-3, кроме того, дополняют требования PSL-2, за исключением требований, указанных как PSL-3. Соответственно, в тексте настоящего стандарта пункты и подпункты, в которых приведены дополнительные требования только для PSL-3, обозначены как PSL-3. Пункты и подпункты, которые обозначены как требования PSL-2, применимы для PSL-2 и PSL-3.
В конце настоящего приложения приведена справочная таблица Е.2 требований PSL-2 и PSL-3.
Примечание - Номера в скобках, следующие в настоящем приложении после наименования разделов и подразделов настоящего приложения, обозначают номера подразделов и пунктов настоящего стандарта, которые дополнены требованиями PSL.
Е.2 Термообработка
Е.2.1 Группы прочности J55, К55, К72, PSL-2 (6.2.2)
Изделия должны быть подвергнуты нормализации или нормализации и отпуску по всему объему, если проведена высадка концов, то изделия должны быть подвергнуты нормализации или нормализации и отпуску по всему объему после высадки.
Е.2.2 Группа прочности N80 тип Q, PSL-3 (6.2.2)
По требованиям PSL-3 поставляют только изделия группы прочности N80 тип Q.
Е.3 Правка, PSL-2
Е.3.1 Группы прочности С90 и Т95 (6.3.4)
При необходимости изделия могут быть подвергнуты холодной ротационной правке с последующим снятием напряжений при температуре на 30°С-56°С ниже требуемой температуры заключительного отпуска или горячей ротационной правке, температура на выходе после которой может быть ниже требуемой температуры заключительного отпуска не более чем на 165°С. При необходимости допускается легкая правка на правильном прессе.
Е.3.2 Группы прочности С95 и Р110 (6.3.1, 6.3.3)
Допускается правка труб на правильном прессе или горячая ротационная правка (температура на выходе после которой должна быть не ниже 400°С, если только в заказе на поставку не указана другая, более высокая минимальная температура). Если горячая ротационная правка невозможна, труба может быть подвергнута холодной ротационной правке с последующим снятием напряжений при температуре 510°С или выше.
Е.4 Химический состав (7.1)
Е.4.1 Группы прочности С90, Т95 и Q125, PSL-2
Химический состав должен соответствовать указанному для типа 1.
Е.4.2 Группы прочности С90 и Т95, PSL-3
Изготовитель должен вовремя проинформировать потребителя о минимальном и максимальном содержании всех элементов, намеренно добавляемых в каждую плавку стали, независимо от цели такой добавки.
Е.5 Предел текучести. Группы прочности Q125 и Q135, PSL-3 (7.2.3)
Максимальный предел текучести Rt max для группы прочности Q125 должен быть равен 965 МПа, для группы прочности Q 135 - 1033 МПа.
Е.6 Испытания на ударный изгиб
Е.6.1 Содержание вязкой составляющей. Группы прочности N80 тип 1, N80 тип Q, L80 тип 1, С90, С95, Т95, Р110, Q125 и Q135, PSL-2 (7.3.1)
Содержание вязкой составляющей в изломе образцов после испытаний, определенное в соответствии с [24], должно составлять не менее 75 %.
Е.6.2 Требования к поглощенной энергии для труб, PSL-2
Е.6.2.1 Все группы прочности, кроме М65, Q125 и Q135 (7.5.1 и 7.5.3)
Испытания на ударный изгиб должны быть проведены в соответствии с требованиями А.9 SR16. Температура испытания должна быть 21°С для групп прочности J55, K55, K72 и 0°С - для всех других групп прочности, более низкая температура должна быть согласована между потребителем и изготовителем.
Е.6.2.2 Группа прочности Q125 (7.5.4)
Должны быть проведены статистические испытания на ударный изгиб в соответствии с А.6 SR12.
Е.7 Прокаливаемость. Изделия, подвергаемые закалке и отпуску
Е.7.1 Группа прочности L80 тип 1, PSL-2 (7.10.2)
Для контроля достаточности закалки, проводимого по документированной процедуре, должен быть отобран образец полного сечения от изделия в состоянии после закалки для каждого размера, массы, химического состава и сочетания аустенизации и закалки. Для обеспечения соответствия настоящему стандарту среднее значение твердости (10.6.10), определенное при испытании по документированной процедуре, должно быть равно или превышать твердость металла, содержащего в структуре не менее 90 % мартенсита, и должно быть рассчитано по следующей формуле
|
HRCmin = 58 (% С) + 27, |
(Е.1) |
где
HRCmin - минимальное число твердости по шкале С Роквелла;
% С - массовая доля углерода в химическом составе, %.
Е.7.2 Группы прочности С90 и Т95, PSL-3 (7.10.1)
Среднее значение твердости, определенное в соответствии с Е.7.1, должно быть равно или превышать твердость металла, содержащего не менее 95 % мартенсита, и должно быть рассчитано по следующей формуле
|
HRCmin = 59 (% С) + 29, |
(Е.2) |
где
HRCmin - число твердости по шкале С Роквелла;
% С - массовая доля углерода в химическом составе, %.
Для труб с толщиной стенки 30 мм и более изготовитель и потребитель могут согласовать альтернативное требование.
Е.8 Подготовка внутренней поверхности. Трубы группы прочности L80 тип 13Cr, PSL-2 (7.12)
Характеристики внутренней поверхности труб должны соответствовать требованиям уровня Sa 21/2 по [40]. Для обработки поверхности не допускается применять материалы для пескоструйной обработки, которые могут привести к загрязнению поверхности металла.
Е.9 Испытание на стойкость к сульфидному растрескиванию под напряжением (SSC), PSL-3
Е.9.1 Группы прочности С90 и Т95 (7.14.1)
Если для испытаний на SSC необходим метод А (в соответствии с [6]), изготовитель должен подтвердить для каждой плавки, что порог стойкости металла равен или превышает 90 % минимального предела текучести Rt min, при испытании трех образцов, по одному образцу от концов трех разных труб, выбранных из начала, середины и конца плавки/партии термообработки. Если результат испытания одного из образцов будет неудовлетворительным, допускается повторное испытание еще одного образца от той же трубы. Если повторное испытание будет неудовлетворительным, плавка/партия термообработки должна быть забракована.
По согласованию между потребителем и изготовителем количество образцов от плавки/партии термообработки может быть уменьшено до одного, при условии проведения контроля процесса, обеспечивающего порог стойкости, равный или превышающий 90 % минимального предела текучести Rt min.
Е.9.2 Группа прочности L80 тип 13Сr (7.14.2)
По требованию потребителя изготовитель должен подтвердить для каждой плавки, что порог стойкости металла равен или превышает 80 % минимального предела текучести Rtmin или 442 МПа при испытании по методу А в соответствии с [6]. Раствор для испытания должен иметь рН 3,5 и парциальное давление сероводорода - 10 кПа.
Е.10 Обработка резьбы труб, PSL-2 (8.12.7)
Резьба труб должна быть подвергнута абразивно-струйной обработке, если она не обработана по другой соответствующей технологии, включающей первичную механическую обработку, которая была согласована между потребителем и изготовителем как достаточная для того, чтобы исключить наличие металла, склонного к отслоению при свинчивании, или металла, приводящего к образованию задиров при свинчивании.
Е.11 Муфты с уплотнительными кольцами, PSL-2 (9.11)
Проточка под уплотнительное кольцо должна быть обработана при той же настройке, при которой проводилась механическая обработка резьбы муфт. Эксцентриситет проточки под уплотнительное кольцо не должен превышать 0,13 мм и должен быть проверен при каждой настройке станка. Эксцентриситет проточки под уплотнительное кольцо равен максимальной разности между значениями расстояния от дна проточки до образующей внутреннего диаметра резьбы муфты в одной плоскости на любом участке окружности.
Е.12 Обработка резьбы муфт, PSL-2 (9.13.1)
Резьба муфт должна быть подвергнута абразивно-струйной обработке, если она не обрабатывается по другой соответствующей технологии, включающей первичную механическую обработку, которая была согласована между потребителем и изготовителем как достаточная для того, чтобы исключить наличие металла, склонного к отслоению, или металла, приводящего к образованию задиров при свинчивании.
Е.13 Периодичность испытаний на растяжение. Обсадные и насосно-компрессорные трубы группы прочности N80, PSL-2 (10.4.3)
Периодичность испытаний должна соответствовать периодичности, установленной для группы прочности L80 тип 1.
Е.14 Контроль твердости, PSL-3
Е.14.1 Контроль твердости. Группы прочности N80 тип Q, L80 тип 1, Р110, Q125, Q135 (10.6.1, 10.6.4 и 10.6.8)
Изготовитель должен применять план контроля процесса, который мог бы быть продемонстрирован потребителю как достаточный для того, чтобы обеспечить соответствие механических свойств тела каждой трубы, каждой высаженной части и каждой муфты требованиям настоящего стандарта. Если данное требование не выполнено, то должен быть проведен контроль поверхностной твердости тела каждой трубы, каждой высаженной части и каждой муфты. Если минимальное и максимальное значения твердости не установлены настоящим стандартом, то они должны соответствовать требованиям стандартов изготовителя или быть согласованы между потребителем и изготовителем.
Е.14.2 Участки отбора проб и образцов для испытаний. Трубы с невысаженными концами групп прочности С90, Т95 (10.6.5)
Для испытаний от обоих концов каждой трубы должно быть отрезано по одному кольцу.
Е.15 Металлографический контроль. Электросварные трубы групп прочности J55, K55, М65, N80, L80 тип 1 и С95, PSL-2 (10.11)
Металлографический контроль зоны сварки должен быть проведен в начале процесса сварки для труб каждого размера, а также не реже чем через каждые 4 ч процесса сварки и после существенного перерыва процесса сварки. Пробы должны быть отобраны до проведения термической обработки труб.
Е.16 Гидростатические испытания. Группы прочности J55, K55 и K72, PSL-2 (10.12.2)
Для труб наружным диаметром более 244,48 мм должны быть применимы альтернативные испытательные давления.
Е.17 Толщина стенки (10.13.4)
Е.17.1 PSL-2
Толщина стенки должна быть проконтролирована и зарегистрирована по всей длине трубы с охватом контроля не менее 25 % площади поверхности, покрываемой автоматической системой.
Е.17.2 PSL-3
Толщина стенки должна быть проконтролирована и зарегистрирована по всей длине трубы с охватом контроля не менее 100 % площади поверхности, покрываемой автоматической системой. В протоколе должна быть указана минимальная измеренная толщина стенки каждой трубы. Прослеживаемость каждой трубы не требуется.
Е.18 Неразрушающий контроль
Е.18.1 Неразрушающий контроль по всему телу трубы. Обсадные и насосно-компрессорные трубы
Е.18.1.1 Группы прочности J55, K55, K72, PSL-2 (10.15.5)
Все трубы должны быть подвергнуты контролю для выявления продольных несовершенств на наружной и внутренней поверхностях с уровнем приемки L4 одним или несколькими методами, указанными в 10.15.6.
Е.18.1.2 Группы прочности М65 и N80, PSL-2 (10.15.5 и 10.15.6)
Все трубы должны быть подвергнуты контролю для выявления продольных и поперечных несовершенств на наружной и внутренней поверхностях с уровнем приемки L3 ультразвуковым или электромагнитным методами в соответствии с А.2 SR1.
Е.18.1.3 Группы прочности L80 тип 1, L80 тип 13Сr и С95, PSL-2 (10.15.6)
Все трубы должны быть подвергнуты контролю для выявления продольных и поперечных несовершенств на наружной и внутренней поверхностях с уровнем приемки L2 одним или несколькими методами, указанными в 10.15.8. Магнитопорошковый контроль допускается только как второй вид контроля по всей длине.
Е.18.1.4 Группы прочности J55, K55, K72 и М65, PSL-3 (10.15.5 и 10.15.6)
Все трубы должны быть подвергнуты контролю для выявления продольных и поперечных несовершенств на наружной и внутренней поверхностях с уровнем приемки L2 одним или несколькими методами, указанными в 10.15.8, перечисления а), b) или с). Магнитопорошковый метод контроля допускается только как второй метод контроля по всей длине.
Е.18.1.5 Группы прочности N80 тип Q, L80 тип 1, L80 тип 13Cr, C95, Р110 и Р110 с дополнительными требованиями А.10 SR16, PSL-3 (10.15.6, 10.15.7 и 10.15.8)
Все трубы должны быть подвергнуты контролю для выявления продольных и поперечных несовершенств на наружной и внутренней поверхностях с уровнем приемки L2 в соответствии с [29] или [30] (для продольных несовершенств) и [35] или [30] (для поперечных несовершенств).
Кроме того, все трубы должны быть подвергнуты контролю для выявления продольных несовершенств на наружной поверхности одним из методов, указанных в 10.15.9.
Е.18.2 Неразрушающий контроль сварных швов сварных труб. Группы прочности K55 и М65, PSL-2 (10.15.10)
Контроль сварных швов, требуемый настоящим стандартом, должен быть проведен методами ультразвукового контроля после гидростатических испытаний.
Е.18.3 Неразрушающий контроль концов труб, PSL-3 (10.15.12)
Концы труб должны быть подвергнуты действиям в соответствии с 10.15.12, перечисления а) или с) или проконтролированы после отделки концов (перед установкой муфт на резьбовые муфтовые концы трубных изделий) с применением влажного магнитопорошкового метода или метода, согласованного между потребителем и изготовителем.
Е.18.4 Неразрушающий контроль трубных заготовок для муфт. Классы 2, 3 и 4, PSL-2 (10.15.11)
Е.18.4.1 Несовершенства, считающиеся допустимыми до механической обработки
На трубных заготовках для муфт, которые будут подвергнуты полной механической обработке, допускаются несовершенства на поверхностях, не подвергнутых механической обработке; однако после чистовой механической обработки, поверхности должны соответствовать установленным требованиям к размерам и контрольным критериям поверхности, указанным в 9.14 (А.4.3 SR9.3).
Е.18.4.2 Последующая оценка
Трубные заготовки для муфт, имеющие несовершенства, могут быть подвергнуты дополнительной оценке в соответствии с 10.15.14, но максимальный допустимый размер несовершенств, не выходящих на поверхность [8.13.1, перечисление с)], должен быть уменьшен до 32 мм2. К трубной заготовке для муфт, имеющей дефекты, должны быть приняты действия в соответствии с 10.15.17, или же участок трубной заготовки для муфт, содержащий дефект, должен быть отрезан, но с соблюдением требований по длине, установленных в заказе на поставку.
Е.18.4.3 Ультразвуковой контроль. Толщина стенки
Контроль трубной заготовки для муфт для выявления и идентификации несовершенств должен быть проведен изготовителем по всей длине и толщине стенки, по наружной поверхности с искусственным дефектом в виде плоскодонного отверстия, с применением ультразвукового метода контроля продольными волнами (Таблица Е.1).
Таблица Е.1
В процентах
|
Искусственный дефект |
Глубина контроляa |
Охват контроля, мин.b |
|
Плоскодонное отверстие внутренним диаметром |
90 |
25 |
|
а Расстояние от наружной поверхности до дна плоскодонного отверстия, выраженное в процентах от заданной минимальной толщины стенки. Допустимые отклонения глубины контроля не должны превышать ±1,5 % расчетной глубины контроля. b Охват контроля определяют в соответствии с требованиями 10.15.4, перечисление а). |
||
Е.18.4.4 Ультразвуковой контроль. Внутренняя поверхность
Трубные заготовки для муфт должны быть подвергнуты ультразвуковому контролю поперечными волнами для выявления продольных и поперечных несовершенств на внутренней поверхности с уровнем приемки L4. По согласованию между потребителем и изготовителем могут быть применимы альтернативные методы неразрушающего контроля, подтвердившие свою способность выявлять искусственные дефекты.
Е.18.5 Неразрушающий контроль трубных заготовок для муфт. Классы 2, 3 и 4, PSL-3 (10.15.11)
Е.18.5.1 Охват контроля
Трубные заготовки для муфт должны быть подвергнуты контролю в соответствии с Е.18.4.3, за исключением минимального охвата контроля, который должен составлять не менее 100 %.
Е.18.5.2 Уровень приемки
Трубные заготовки для муфт должны быть подвергнуты контролю в соответствии с Е.18.4.4, но с уровнем приемки L3 и максимальной длиной надреза 25 мм.
Е.19 Предохранители резьбы, PSL-2 (12.2.1)
Предохранители резьбы должны соответствовать требованиям приложения F или требованиям, указанным в заказе на поставку.
Е.20 Документ о качестве. Классы 1, 2 и 3, PSL-2 (13.2)
Изготовитель должен предоставить документы о качестве на всю отгружаемую продукцию. Документы о качестве должны соответствовать требованиям А.8 SR15.
Е.21 Неметаллические уплотнительные кольца, PSL-2 (A.7.2 SR13.2)
Уплотнительные кольца для установки в муфты на промыслах должны быть поставлены отдельно в плотной упаковке с этикеткой, в которой должны быть указаны: количество, тип соединения, изготовитель соединения, дата приемки и дата упаковки.
По согласованию с потребителем допускается установка уплотнительных колец в проточку свободного конца муфты.
Примечание - Настоящий абзац введен с целью учета национальной промышленной практики.
Таблица Е.2 - Справочная таблица требований PSL-2 и PSL-3
|
Пункт |
Пункт |
Группа прочности |
|||||||||||||
|
J55 |
К55 |
К72 |
М65 |
N80 |
N80 |
L80 |
L80 |
С90 |
С95 |
Т95 |
Р110 |
Q125 |
Q135 |
||
|
2 |
2 |
2 |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
2 |
|
2 |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
2 |
|
2 |
|
|
||
|
|
|
|
|
|
|
|
|
2 |
|
2 |
|
2 |
|
||
|
|
|
|
|
|
|
|
|
3 |
|
3 |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
3 |
||
|
|
|
|
|
2 |
2 |
2 |
|
2 |
2 |
2 |
2 |
2 |
2 |
||
|
2 |
2 |
2 |
|
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
||
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
3 |
|
3 |
|
|
|
||
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
3 |
|
3 |
|
|
|
||
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
||
|
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
||
|
2 |
2 |
2 |
|
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
||
|
2 |
2 |
2 |
|
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
||
|
|
|
|
|
2 |
2 |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
3 |
3 |
|
|
3 |
|
3 |
3 |
3 |
||
|
|
|
|
|
|
|
|
|
3 |
|
3 |
|
|
|
||
|
2 |
2 |
2 |
2 |
2 |
2 |
2 |
|
|
2 |
|
|
|
|
||
|
2 |
2 |
2 |
|
|
|
|
|
|
|
|
|
|
|
||
|
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
||
|
3 |
3 |
3 |
3 |
|
3 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
||
|
2 |
2 |
2 |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
2 |
2 |
2 |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
2 |
2 |
|
2 |
|
|
|
|
||
|
3 |
3 |
3 |
3 |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
3 |
3 |
3 |
|
3 |
|
3 |
|
|
||
|
|
2 |
|
2 |
|
|
|
|
|
|
|
|
|
|
||
|
3 |
3 |
3 |
3 |
|
3 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
||
|
|
|
|
|
|
|
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
||
|
|
|
|
|
|
|
3 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
||
|
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
||
|
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
|
|
||
|
2 |
2 |
2 |
|
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
||
F.1 Общие положения
F.1.1 В настоящем приложении приведены требования по необходимой в соответствии с требованиями PSL-2 и PSL-3 валидации конструкции предохранителей резьбы для трубных изделий с резьбовыми соединениями, предусмотренными настоящим стандартом, и с другими резьбовыми соединениями. Такие предохранители обычно изготовляют в виде комбинированных конструкций из металла и пластмассы, из различных пластмасс или из одного вида пластмассы, с пластмассовым резьбовым профилем для защиты от скалывания и с армированным наружным корпусом для защиты от ударных нагрузок. Резьбовой предохранитель должен быть разработан в соответствии с требованиями 12.2 и испытан в соответствии с требованиями, установленными в настоящем приложении.
F.1.2 Изготовитель предохранителей резьбы должен документировать критерии проектирования, показатели оценки и порядок установки для того, чтобы подтвердить соответствие данным требованиям. Такая информация должна быть предоставлена по требованию потребителю предохранителей и/или потребителю трубной продукции.
F.1.3 Изготовитель предохранителей для резьбы должен спроектировать предохранители для свинчивания с резьбами, предусмотренными настоящим стандартом, или с другими резьбами. Конструкция предохранителя резьбы должна способствовать минимизации коррозии вследствие просачивания или удержания влаги. Конструкция предохранителей должна обеспечивать плотную посадку по торцу ниппельного конца или конца муфты (без зазора). По согласованию между изготовителем и потребителем допускается применение прокладки-вставки в предохранительной детали для ниппельного конца.
F.1.4 Резьбовая предохранительная деталь должна быть рассчитана на эксплуатацию в интервале температур от минус 46°С до плюс 66°С. Допустимые отклонения температуры испытаний не должны превышать ±6°С.
F.1.5 Профиль резьбы должен быть выполнен из материала, предотвращающего заедание резьбы. Для обеспечения надлежащей защиты должен быть достаточный контакт между резьбами. Должен быть исключен контакт металла с металлом в профиле резьбы соединения или на поверхности уплотнения.
F.1.6 Все пластмассовые части должны быть покрыты смазкой или защищены от воздействия ультрафиолетового излучения в течение не менее одного года. Такая защита может быть обеспечена путем введения химических добавок в пластмассу или использования механических методов, которые ограничивают воздействие излучения данного типа.
F.1.7 Предохранители должны быть стойкими к воздействию растворителей (таких как дизельное топливо, ацетон, варсол, трихлорэтилен), консервационных и сборочных резьбовых смазок.
F.1.8 Образование воздушных пустот в пластмассе в процессе изготовления должно быть сведено к минимуму. Это должно быть проконтролировано в процессе производства. Не менее 90 % поверхности любой резьбы не должно иметь воздушных пустот, причем на уплотняющей поверхности или участке резьбы полного профиля не должно быть прерываний резьбы, образующих сплошную линию.
F.1.9 Если требуются предохранители резьбы, позволяющие зацеплять и поднимать за них трубные изделия, то они должны быть изготовлены таким образом, чтобы не допустить контакта между подъемными приспособлениями и концами трубы или резьбовой частью муфты.
F.2 Процедура валидации
Следующий порядок валидации конструкции позволяет установить пригодность предохранителей резьбы для применения. Изготовитель предохранителей должен испытать предохранители для насосно-компрессорных и обсадных труб не менее двух размеров, определяющих диапазон размеров, предлагаемых изготовителем для каждого из типов изготовляемой конструкции. Изготовитель должен предоставить объективные свидетельства того, что испытанные размеры предохранителей являются наихудшими представителями для разработанной конструкции. Должно быть представлено подтверждение экстраполяции для размеров, не проходивших испытания.
F.3 Идентификация проб
Каждый комплект предохранитель/деталь соединения (далее - комплект образцов) должен иметь индивидуальное обозначение (ниппельный и муфтовый).
F.4 Проверка стабильности размеров
F.4.1 Диаметры резьбы и уплотнительной поверхности (если применима) комплектов образцов измеряют и регистрируют при температуре плюс 21°С. Комплекты образцов, не соответствующие конструктивным критериям изготовителя, должны быть забракованы.
F.4.2 Комплекты образцов выдерживают в ваннах при температурах минус 46°С, плюс 66°С и плюс 21°С. Извлекают из ванн и незамедлительно регистрируют диаметры резьбы и уплотнительной поверхности (если применима) комплектов образцов.
![]() F.4.3 Температуру комплектов образцов стабилизируют на уровне плюс 21°С. Измеряют и записывают
диаметры резьбы и уплотнительной поверхности (если применима) предохранителей и присоединяемых деталей. Изменения диаметра резьбы, приводящие к уменьшению зацепления резьбы до расстояния менее половины заданной высоты стороны профиля резьбы, не допускаются во всем интервале температуры эксплуатации.
F.4.3 Температуру комплектов образцов стабилизируют на уровне плюс 21°С. Измеряют и записывают
диаметры резьбы и уплотнительной поверхности (если применима) предохранителей и присоединяемых деталей. Изменения диаметра резьбы, приводящие к уменьшению зацепления резьбы до расстояния менее половины заданной высоты стороны профиля резьбы, не допускаются во всем интервале температуры эксплуатации.
F.5 Крутящий момент и испытание на вибрационную устойчивость
F.5.1 Предохранители с наружной и внутренней резьбой должны быть самоблокирующимися и должны выдерживать вибрацию, воздействующую на них в течение транспортирования. Требования к величине крутящего момента при установке и снятии предохранителей приведены в рекомендациях изготовителя.
F.5.2 Комплекты образцов свинчивают (с использованием консервационных и/или резьбовых смазок, наносимых на механически обработанные резьбовые поверхности соединения), соединяя предохранители с деталями соединений по рекомендациям изготовителя предохранителей, и регистрируют крутящий момент свинчивания.
F.5.3 Температуру комплектов образцов стабилизируют на уровне минус 46°С, плюс 66°С и плюс 21°С. Развинчивают предохранительную деталь и регистрируют крутящий момент свинчивания.
F.5.4 Предохранители, не соответствующие требованиям, установленным изготовителем к крутящему моменту (или с сорванной резьбой, развинчивающиеся и с неплотной резьбой), не должны допускаться для применения.
F.5.5 Испытание на вибрационную устойчивость в соответствии с требованиями [39] (рисунок D.29) проводят, применяя комплекты образцов, свинченные по рекомендациям изготовителя.
F.5.6 Предохранительная деталь не должна развинчиваться или спадать с конца отрезка трубы в течение 1 миллиона циклов. Испытание должно проводиться в следующих условиях: скорость - не менее 900 об/мин, вертикальное смещение - не менее 8,4 мм, ускорение - не менее четырехкратного ускорения свободного падения.
F.6 Испытание на осевой удар
F.6.1 Комплекты образцов свинчивают (с использованием соответствующих резьбовых и/или консервационных смазок), соединяя предохранители с деталями соединений по рекомендациям изготовителя предохранителей, и регистрируют крутящий момент свинчивания.
F.6.2 Температуру комплектов образцов стабилизируют на уровне минус 46°С, плюс 66°С и плюс 21°С.
F.6.3 Комплекты образцов при стабилизированных температурах подвергают испытаниям на осевой удар (рисунок D.27) с применением стального прутка диаметром 38 мм и при минимальной высоте падения 0,3 м. Предохранители резьбы (ниппельные и муфтовые) должны быть способны выдержать осевые ударные нагрузки, указанные в таблице F.1, без повреждений механически обработанных наружных и внутренних резьбовых поверхностей конца трубы или муфты.
Таблица F.1 - Испытания на осевой удар с применением стального прутка диаметром 38 мм
|
Температура испытания, °С |
Минимальная энергия удара, Дж, при наружном диаметре трубы, мм |
||
|
до 88,90 включ. |
св. 88,90 до 196,85 включ. |
св. 196,85 |
|
|
+ 66 |
407 |
1627 |
2034 |
|
+ 21 |
407 |
1627 |
2034 |
|
- 46 |
230 |
814 |
1085 |
F.7 Испытание на угловой удар
F.7.1 Комплекты образцов свинчивают (с использованием соответствующих резьбовых и/или консервационных смазок), соединяя предохранители с деталями соединений по рекомендациям изготовителя предохранителей, и регистрируют крутящий момент свинчивания.
F.7.2 Температуру комплектов образцов стабилизируют на уровне минус 46°С, плюс 66°С и плюс 21°С.
F.7.3 Комплекты образцов подвергают испытаниям на удар под углом 45° (рисунок D.28) при стабилизированных температурах с применением плоской стальной плиты и при минимальной высоте падения 0,3 м. Предохранители резьбы (ниппельные и муфтовые) должны быть способны выдержать угловые ударные нагрузки, указанные в таблице F.2, без повреждений механически обработанных поверхностей конца трубы или муфты.
Таблица F.2 - Испытания на удар под углом с применением плоского стального листа
|
Температура испытания, °С |
Минимальная энергия удара, Дж, при наружном диаметре трубы, мм |
||
|
до 88,90 включ. |
св. 88,90 до 196,85 включ. |
св. 196,85 |
|
|
+ 66 |
203 |
814 |
1017 |
|
+ 21 |
203 |
814 |
1017 |
|
- 46 |
115 |
407 |
542 |
F.8 Испытание на коррозионную стойкость
F.8.1 Предохранительная деталь должна способствовать предотвращению коррозии поверхности резьбы и уплотнительных поверхностей. Для существенного уменьшения коррозии применяют соответствующие уплотнения, вентиляцию и коррозионно-подавляющие смазки. В соответствии с 12.2.1 обычный период хранения должен составлять один год.
F.8.2 Испытание в солевом тумане в соответствии с требованиями стандарта [41] подтвердило свою эффективность при определении стойкости к коррозии в сравнительных целях. Испытание в солевом тумане может и не воспроизвести реальных условий эксплуатации, которые зависят и от других факторов, а не только от характеристик предохранителя резьбы.
F.8.3 Комплекты образцов свинчивают (с использованием соответствующих резьбовых и/или консервационных смазок), соединяя предохранители с деталями соединений по рекомендациям изготовителя предохранителей, и регистрируют крутящий момент свинчивания.
F.8.4 Отрезанный конец детали соединения должен быть герметизирован с обеспечением вентиляции через отверстие циркулирующей в камере атмосферы.
F.8.5 Испытание в солевом тумане проводят в соответствии с требованиями стандарта [41] в течение не менее 1000 ч при температуре плюс 35°С.
F.8.6 Ориентация комплектов образцов в камере для испытания должна повторять их расположение на стеллаже для труб.
F.8.7 Предохранители считаются выдержавшими испытание:
- при отсутствии или при незначительной коррозии на уплотнительной поверхности и на участке резьбы с полным профилем,
- при коррозии поверхности, составляющей менее 10 % всей поверхности резьбы.
F.9 Испытание резьбы на срыв (только для ниппельных предохранителей)
F.9.1 Комплекты образцов свинчивают (с использованием соответствующих резьбовых и/или консервационных смазок), соединяя предохранители с деталями соединений по рекомендациям изготовителя предохранителей, и регистрируют крутящий момент свинчивания.
F.9.2 Температуру комплектов образцов стабилизируют на уровне минус 46°С, плюс 66°С и плюс 21°С.
F.9.3 Испытание резьбы предохранителя для конца трубы проводят в соответствии рисуноком D.28 при требуемых стабилизированных температурах и осевой нагрузке, равной или превышающей усилие, рассчитанное по следующей формуле
|
Fax = 0,18 mре, |
(F.1) |
где
Fax - усилие, кН;
mре - масса единицы длины трубы, кг/м.
F.9.4 Предохранители снимают и проверяют отсутствие сорванной резьбы. На резьбе предохранителя допускаются следы напряжения, но она не должна быть сорвана.
F.10 Испытание на пригодность предохранителей для зацепления (подъема)
Если требуется резьбовая предохранительная деталь, позволяющая зацеплять и поднимать за нее трубные изделия, изготовитель должен подтвердить пригодность конструкции для зацепления (подъема). Пригодность конструкции для зацепления (подъема) должна быть оценена по отсутствию повреждений на концах соединения. В протоколе испытаний должен быть указан тип применяемого для зацепления (подъема) приспособления.
G.1 Общие положения
G.1.1 Настоящее приложение предназначено для удобства пользователей настоящего стандарта и идентификации дополнительных требований, если продукция заказана по PSL-2 или PSL-3.
G.1.2 Соответствующие пункты приложения Е указаны в квадратных скобках после каждого требования.
G.2 Требования PSL-2
G.2.1 Все группы прочности, кроме Н40
G.2.1.1 Требования по проведению испытаний на ударный изгиб (в соответствии с А.9 SR16 (Е.6.2.1).
Примечание - Данное требование является требованием уровня PSL-1 для групп прочности М65, Q125 и Q135.
G.2.1.2 Недопустимость наличия на изделиях металла, склонного к отслоению при свинчивании (соответствующая обработка или абразивно-струйная обработка) (Е.10 и Е.12).
G.2.1.3 Механическая обработка проточек под уплотнительные кольца и предельные отклонения размеров проточек (Е.11).
G.2.1.4 Металлографический контроль зоны сварного шва (Е.15).
Примечание - Данное требование является требованием PSL-1 для групп прочности Р110 и Q125, электросварные изделия групп прочности L80 тип 13Сr, С90 или Т95 не изготовляют.
G.2.1.5 Контроль толщины стенки (охват контроля - не менее 25 %) (Е.17.1).
G.2.1.6 Аттестация предохранителей резьбы в соответствии с требованиями приложения F (E.19).
G.2.1.7 Документ о качестве по А.8 SR15 (с прослеживаемостью до плавки и партии) (Е.20).
G.2.1.8 Отдельная поставка уплотнительных колец (Е.21).
G.2.2 Группы прочности G55, K55 и K72
G.2.2.1 Термообработка по всему объему (после высадки, если она применима) (Е.21).
G.2.2.2 Альтернативные испытательные давления для труб наружным диаметром более 244,48 мм (Е.16).
G.2.2.3 Неразрушающий контроль для выявления продольных внутренних и наружных несовершенств при глубине надреза 12,5 % от заданной толщины стенки (Е.18.1.1).
G.2.2.4 Только для группы прочности K55: ультразвуковой контроль сварного шва после гидростатического испытания (Е.18.2).
G.2.3 Группа прочности М65
G.2.3.1 Неразрушающий контроль для выявления продольных и поперечных, наружных и внутренних несовершенств при глубине надреза 10,0 % от заданной толщины стенки (без магнитопорошкового контроля) (Е.18.1.2).
G.2.3.2 Ультразвуковой контроль сварного шва после гидростатического испытания (Е.18.2).
G.2.4 Группа прочности N80
G.2.4.1 Содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб не менее 75% (Е.6.1).
G.2.4.2 Периодичность испытаний на растяжение, как для группы прочности L80 (Е.13).
G.2.4.3 Неразрушающий контроль для выявления продольных и поперечных, наружных и внутренних несовершенств при глубине надреза 10,0 % от заданной толщины стенки (без магнитопорошкового контроля) (Е.18.1.2).
G.2.5 Группа прочности L80 тип 1
G.2.5.1 Содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб не менее 75 % (Е.6.1).
G.2.5.2 Содержание мартенсита не менее 90 % (на основе минимальной твердости по шкале С Роквелла металла в состоянии после закалки) (Е.7.1).
G.2.5.3 Неразрушающий контроль труб для выявления продольных и поперечных, наружных и внутренних несовершенств при глубине надреза 5,0 % от заданной толщины стенки (Е.18.1.3).
G.2.5.4 Неразрушающий контроль трубных заготовок для муфт (Е.18.4).
G.2.6 Группа прочности L80 тип 13Сr
G.2.6.1 Подготовка внутренней поверхности (Е.8).
G.2.6.2 Неразрушающий контроль труб для выявления продольных и поперечных, наружных и внутренних несовершенств при глубине надреза 5,0 % от заданной толщины стенки (Е.18.1.3).
G.2.6.3 Неразрушающий контроль трубных заготовок для муфт (Е.18.4).
G.2.7 Группы прочности С90 и Т95
G.2.7.1 Требования по горячей правке при минимальной температуре или холодной правке с последующим снятием напряжений (Е.3.1).
G.2.7.2 Требования к химическому составу, указанному для типа 1 (Е.4.1).
G.2.7.3 Содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб не менее 75 % (Е.6.1).
G.2.7.4 Неразрушающий контроль трубных заготовок для муфт (Е.18.4).
G.2.8 Группа прочности С95
G.2.8.1 Требования по горячей правке при минимальной температуре или холодной правке с последующим снятием напряжений (Е.3.2).
G.2.8.2 Содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб не менее 75 % (Е.6.1).
G.2.8.3 Неразрушающий контроль труб для выявления продольных и поперечных, наружных и внутренних несовершенств при глубине надреза 5,0 % от заданной толщины стенки (Е.18.1.3).
G.2.8.4 Неразрушающий контроль трубных заготовок для муфт (Е.18.4).
G.2.9 Группа прочности Р110
G.2.9.1 Требования по горячей правке при минимальной температуре или холодной правке с последующим снятием напряжений (Е.3.2).
G.2.9.2 Содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб не менее 75 % (Е.6.1).
G.2.9.3 Неразрушающий контроль трубных заготовок для муфт (Е.18.4).
G.2.10 Группа прочности Q125
G.2.10.1 Требование к химическому составу типа 1 (Е.4.1).
G.2.10.2 Содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб не менее 75 % (Е.6.1).
G.2.10.3 Статистические испытания на ударный изгиб в соответствии с требованиями А.6 SR12 (Е.6.2.2).
G.2.10.4 Неразрушающий контроль трубных заготовок для муфт (Е.18.4).
G.2.11 Группа прочности Q135
G.2.11.1 Содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб не менее 75 % (Е.6.1).
G.2.11.2 Неразрушающий контроль трубных заготовок для муфт (Е.18.4).
G.3 Требования PSL-3
G.3.1 Общие положения
В дополнение к требованиям PSL-2, PSL-3 содержит требования, приведенные в следующих пунктах.
G.3.2 Все группы прочности, кроме Н40 и N80 тип 1
G.3.2.1 Контроль толщины стенки с охватом контроля не менее 100 %, указание минимальной толщины стенки (Е.17.2).
G.3.2.2 Влажный магнитопорошковый контроль резьбовых концов перед свинчиванием (Е.18.3).
G.3.3 Все группы прочности, кроме класса 1
Неразрушающий контроль трубных заготовок для муфт (Е.18.5).
G.3.4 Группы прочности G55, K55, K72 и М65
Неразрушающий контроль для выявления продольных и поперечных, наружных и внутренних несовершенств при глубине надреза 5,0 % от заданной толщины стенки (без магнитопорошкового контроля) (Е.18.1.4).
G.3.5 Группы прочности N80 тип Q, L80 тип 1, С95 и Р110
G.3.5.1 Контроль поверхностной твердости тела каждой трубы, высаженного конца и муфты (Е.14.1).
G.3.5.2 Обязательный ультразвуковой контроль, а также контроль еще одним методом (Е.18.1.5).
G.3.6 Группа прочности L80 тип 13Сr
G.3.6.1 Испытание на стойкость к сульфидному растрескиванию под напряжением с применением метода А в соответствии с (2), демонстрирующее порог стойкости, равный или превышающий 80 % требуемого минимального предела текучести Rt min или 442 МПа при испытании в растворе с рН 3,5 и парциальном давлении сероводорода 10 кПа (Е.9.2).
G.3.6.2 Обязательный ультразвуковой контроль плюс электромагнитный контроль наружной поверхности (Е.18.1.5).
G.3.7 Группы прочности С90 и Т95
G.3.7.1 Согласование химического состава (Е.4.2).
G.3.7.2 Содержание мартенсита не менее 95 % (на основе минимальной твердости по шкале С Роквелла металла в состоянии после закалки) (Е.7.2).
G.3.7.3 Испытание на стойкость к сульфидному растрескиванию под напряжением с применением метода А стандарта (2) на образцах от трех труб каждой плавки, демонстрирующее порог стойкости, равный или превышающий 90 % требуемого минимального предела текучести Rt min (E.9.1).
G.3.7.4 Контроль твердости обоих концов каждой трубы (Е.14.2).
G.3.8 Группы прочности Q125 и Q135
G.3.8.1 Требуемый максимальный предел текучести Rt max - 965 МПа (Е.5).
G.3.8.2 Контроль поверхностной твердости тела каждой трубы, высаженных концов и муфты (Е.14.1).
Таблица Н.1 - Соответствие групп прочности настоящего стандарта, ИСО 11960 и ГОСТ 632, ГОСТ 633
|
Настоящий стандарт |
ИСО 11960:2004 |
ГОСТ 632-80 и ГОСТ 633-80 |
|||||||||||
|
Группа прочности |
Тип |
Предел текучести, МПа |
Предел
прочности, МПа, |
Группа прочности |
Тип |
Предел текучести, МПа |
Предел
прочности, МПа, |
Группа прочности |
Предел текучести, МПа |
Предел
прочнос- |
|||
|
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
||||||||
|
Н40 |
- |
276 |
552 |
414 |
Н40 |
- |
276 |
552 |
414 |
- |
- |
- |
- |
|
J55 |
- |
379 |
552 |
517 |
J55 |
- |
379 |
552 |
517 |
- |
- |
- |
- |
|
K55 |
- |
379 |
552 |
655 |
K55 |
- |
379 |
552 |
655 |
Д |
379 |
552 |
655 |
|
K72 |
- |
490 |
- |
687 |
- |
- |
- |
- |
- |
К |
490 |
- |
687 |
|
N80 |
1 |
552 |
758 |
689 |
N80 |
1 |
552 |
758 |
689 |
- |
- |
- |
- |
|
N80 |
Q |
552 |
758 |
689 |
N80 |
Q |
552 |
758 |
689 |
Е |
552 |
758 |
689 |
|
М65 |
- |
448 |
586 |
586 |
М65 |
- |
448 |
586 |
586 |
- |
- |
- |
- |
|
L80 |
Все |
552 |
655 |
655 |
L80 |
Все |
552 |
655 |
655 |
- |
- |
- |
- |
|
С90 |
1 и 2 |
621 |
724 |
689 |
С90 |
1 и 2 |
621 |
724 |
689 |
- |
- |
- |
- |
|
С95 |
- |
655 |
862 |
758 |
С95 |
- |
655 |
758 |
724 |
Л |
655 |
862 |
758 |
|
Т95 |
1 и 2 |
655 |
758 |
724 |
Т95 |
1 и 2 |
655 |
758 |
724 |
- |
- |
- |
- |
|
Р110 |
- |
758 |
965 |
862 |
Р110 |
- |
758 |
965 |
862 |
М |
758 |
965 |
862 |
|
Q125 |
1-4 |
862 |
1034 |
931 |
Q125 |
1-4 |
862 |
1034 |
931 |
- |
- |
- |
- |
|
Q135 |
- |
930 |
1137 |
1000 |
|
|
|
|
|
Р |
930 |
1137 |
1000 |
Таблица 1.1
|
Структура международного стандарта ИСО 11960 |
Структура настоящего стандарта |
||
|
Раздел |
Подраздел, пункт |
Раздел |
Подраздел, пункт |
|
1 |
|
|
|
|
2 |
|
|
|
|
3 |
|
||
|
4 |
|
|
|
|
|
|||
|
5 |
5.1 |
||
|
5.2 |
|||
|
5.3 |
|||
|
5.3.1 |
|||
|
5.3.2 |
|||
|
- |
|||
|
6 |
|
|
|
|
7 |
7.1-7.3 |
||
|
7.4 |
|||
|
7.4.1- |
|||
|
- |
|||
|
8 |
|
|
|
|
9 |
9.1 |
||
|
9.2 |
|||
|
9.2.1- |
|||
|
- |
|||
|
9.3-9.18 |
|||
|
10 |
10.1-10.8 |
||
|
10.9 |
|||
|
- |
|||
|
- |
|||
|
11 |
11.1 |
||
|
11.1.1- |
|||
|
11.1.6 |
- |
||
|
11.1.7 |
|||
|
11.1.8 |
|||
|
11.1.9 |
- |
||
|
11.1.10 |
|||
|
11.2-11.6 |
|||
|
12-14 |
|
|
|
|
Приложение А |
|||
|
Приложение В |
|||
|
Приложение С |
|||
|
Приложение D |
|||
|
приложение Е |
- |
||
|
Приложение F |
- |
||
|
Приложение G |
- |
||
|
Приложение Н |
|||
|
Приложение I |
|||
|
Приложение J |
|||
|
- |
|||
|
- |
|||
|
Библиография |
|||
Таблица 1.2
|
Структура приложения А международного стандарта ИСО 11960 |
Структура приложения А настоящего стандарта |
|
Раздел |
Раздел |
|
А.2-А.4 |
|
|
А.5 |
- |
|
А.6 |
|
|
А.7 |
|
|
А.8 |
|
|
А.9 |
|
|
А.10 |
|
|
А.10.1- |
|
|
А. 10.4 |
- |
|
А.10.5 |
|
|
А.10.6 |
|
|
А.10.7 |
|
|
А.10.8 |
|
|
А.11 |
|
|
- |
Таблица 1.3
|
Структура
приложения С |
Структура
приложения С |
Структура
приложения С |
Структура
приложения С |
|
Таблица |
Таблица |
Таблица |
Таблица |
|
Таблица С.1-С.16 |
Таблица С.39 |
||
|
- |
Таблица С.40 |
||
|
Таблица С.17 |
Таблица С.41 |
||
|
Таблица С.18 |
Таблица С.42 |
||
|
Таблица С.19 |
Таблица С.43 |
||
|
Таблица С.20 |
Таблица С.44 |
||
|
Таблица С.21 |
Таблица С.45 |
||
|
Таблица С.22 |
Таблица С.46 |
||
|
Таблица С.23 |
Таблица С.47 |
||
|
Таблица С.24 |
Таблица С.48 |
||
|
Таблица С.25 |
Таблица С.49 |
||
|
Таблица С.26 |
- |
Таблица С.50 |
|
|
Таблица С.27 |
Таблица С.51 |
||
|
Таблица С.28 |
- |
Таблица С.52 |
|
|
- |
Таблица С.53 |
||
|
Таблица С.29-С.36 |
Таблица С.54 |
||
|
- |
- |
||
|
- |
Таблица С.55 |
||
|
Таблица С.37 |
Таблица С.56 |
||
|
Таблица С.38 |
Таблица С.57 |
||
|
- |
Таблица С.58 |
||
|
- |
Таблица С.59 |
||
|
- |
- |
Окончание таблицы 1.3
|
Структура
приложения С |
Структура
приложения С |
Структура
приложения С |
Структура
приложения С |
|
Таблица |
Таблица |
Таблица |
Таблица |
|
Таблица С.60 |
Таблица С.71 |
||
|
Таблица С.61 |
Таблица С.72 |
||
|
- |
Таблица С.73 |
- |
|
|
Таблица С.62 |
Таблица С.74 |
- |
|
|
Таблица С.63 |
Таблица С.75 |
- |
|
|
Таблица С.64 |
Таблица С.76 |
- |
|
|
Таблица С.65 |
Таблица С.77 |
||
|
Таблица С.66 |
Таблица С.78 |
||
|
Таблица С.67 |
Таблица С.79 |
||
|
Таблица С.68 |
Таблица С.80 |
||
|
Таблица С.69 |
Таблица С.81 |
- |
|
|
Таблица С.70 |
- |
- |
Таблица 1.4
|
Структура
приложения D |
Структура
приложения D |
Структура
приложения D |
Структура
приложения D |
|
Рисунок |
Рисунок |
Рисунок |
Рисунок |
|
Рисунок D.1 |
Рисунок D.14 |
||
|
Рисунок D.2 |
Рисунок D.15 |
||
|
Рисунок D.3 |
Рисунок D.16 |
||
|
- |
Рисунок D.17 |
||
|
- |
Рисунок D.18 |
||
|
Рисунок D.4 |
Рисунок D.19 |
||
|
Рисунок D.5 |
Рисунок D.20 |
||
|
Рисунок D.6 |
Рисунок D.21 |
||
|
Рисунок D.7 |
- |
- |
|
|
Рисунок D.8 |
- |
Рисунок D.22 |
- |
|
- |
Рисунок D.23 |
- |
|
|
- |
Рисунок D.24 |
||
|
- |
Рисунок D.25 |
||
|
Рисунок D.9 |
Рисунок D.26 |
- |
|
|
Рисунок D.10 |
Рисунок D.27 |
||
|
Рисунок D.11 |
Рисунок D.28 |
||
|
Рисунок D.12 |
Рисунок D.29 |
||
|
Рисунок D.13 |
- |
|
РМГ 29 |
Государственная система обеспечения единства измерений. Метрология. Основные термины и определения |
|
|
АСТМ А 941 |
Терминология по сталям, нержавеющим сталям, родственным сплавам и ферросплавам |
|
|
ИСО 10400:1993 |
Промышленность нефтяная и газовая. Формулы и расчеты по определению характеристик обсадных, насосно-компрессорных, бурильных и трубопроводных труб |
|
|
ИСО 643 |
Сталь. Микрографическое определение видимого размера зерна |
|
|
АСТМ Е 112 |
Стандартные методы определения среднего размера зерна |
|
|
АНСИ-НАСЕ ТМ0177 |
Лабораторные испытания металлов на стойкость к сульфидному растрескиванию под напряжением при температуре окружающей среды в сероводородсодержащей среде |
|
|
ИСО 13678:2000 |
Промышленность нефтяная и газовая. Оценка и испытание резьбовых смазок для обсадных, насосно-компрессорных и трубопроводных труб |
|
|
ИСО 13665:1997 |
Трубы стальные бесшовные и сварные напорные. Контроль тела трубы магнитопорошковым методом для обнаружения поверхностных несовершенств |
|
|
АСТМ Е 709 |
Руководство по магнитопорошковому контролю |
|
|
ИСО/TR 9769:1991 |
Сталь и чугун. Обзор существующих методов анализа |
|
|
АСТМ А 751 |
Стандартные методы испытаний, технология, практика и терминология для химического анализа стальных изделий |
|
|
ИСО 6892 |
Материалы металлические. Испытание на растяжение при температуре окружающей среды |
|
|
АСТМ А 370 |
Стандартные методы испытаний и определения для механических испытаний стальных изделий |
|
|
ИСО 7500-1 |
Материалы металлические. Проверка машин для статических одноосных испытаний. Часть 1. Машины для испытания на растяжение/сжатие. Проверка и калибрование системы измерения усилия |
|
|
АСТМ Е 4 |
Стандартные методы поверки испытательных машин для измерения силы |
|
|
ИСО 9513:1999 |
Материалы металлические. Калибровка экстензометров, применяемых при одноосных испытаниях |
|
|
АСТМ Е 83 |
Стандартная практика поверки и классификации экстензометров |
|
|
ИСО 6506-1 |
Материалы металлические. Определение твердости по Бринеллю. Часть 1. Метод определения |
|
|
АСТМ Е 10 |
Стандартный метод измерения твердости металлических материалов по Бринеллю |
|
|
ИСО 6508-1 |
Материалы металлические. Определение твердости по Роквеллу. Часть 1. Метод определения (шкалы А, В, С, D, E, F, G, Н, К, N, Т) |
|
|
АСТМ Е 18 |
Стандартный метод измерения твердости по Роквеллу и поверхностной твердости металлических материалов |
|
|
ИСО 6506-1 |
Материалы металлические. Определение твердости по Бринеллю. Часть 1. Проверка и калибровка испытательных установок |
|
|
ИСО 6508-2 |
Материалы металлические. Определение твердости по Роквеллу. Часть 2. Проверка и калибровка испытательных установок |
|
|
АСТМ Е 23 |
Стандартные методы испытания ударной вязкости металлических материалов на образцах с надрезом |
|
|
ИСО 31-0 |
Величины и единицы измерения. Часть 0. Общие принципы |
|
|
АСТМ Е 29 |
Применение значащих цифр в результатах испытаний для определения соответствия техническим требованиям |
|
|
ИСО 11484:1994 |
Трубы стальные напорные. Квалификация и аттестация персонала по неразрушающему контролю |
|
|
АСНТ СНТ-ТС-1А |
Рекомендуемая практика квалификации и аттестации персонала, занятого неразрушающим контролем |
|
|
ИСО 9303 |
Трубы стальные бесшовные и сварные (кроме труб, полученных дуговой сваркой под флюсом) напорные. Ультразвуковой контроль по всей периферийной поверхности для обнаружения продольных несовершенств |
|
|
АСТМ Е 213 |
Стандартный метод ультразвукового контроля металлических трубопроводных труб |
|
|
ИСО 9402:1989 |
Трубы стальные бесшовные и сварные (кроме труб, полученных дуговой сваркой под флюсом) напорные. Контроль труб из ферромагнитной стали методом рассеяния магнитного потока для обнаружения продольных несовершенств |
|
|
АСТМ Е 570 |
Стандартный метод контроля ферромагнитных трубных изделий рассеянием магнитного потока |
|
|
ИСО 9304 |
Трубы стальные бесшовные и сварные (кроме труб, полученных дуговой сваркой под флюсом) напорные. Контроль методом вихревых токов для обнаружения несовершенств |
|
|
АСТМ Е 309 |
Стандартный метод контроля вихревыми токами стальных трубных изделий с применением магнитного насыщения |
|
|
ИСО 9305 |
Трубы стальные бесшовные напорные. Ультразвуковой контроль по всей периферийной поверхности для обнаружения поперечных несовершенств |
|
|
ИСО 9598:1989 |
Трубы стальные бесшовные напорные. Контроль всей периферийной поверхности труб из ферромагнитных сталей методом рассеяния магнитного потока для обнаружения поперечных несовершенств |
|
|
ИСО 9764:1989 |
Трубы стальные, полученные электрической контактной сваркой и индукционной сваркой, напорные. Ультразвуковой контроль сварного шва для обнаружения продольных несовершенств |
|
|
АСТМ Е 273 |
Стандартная практика ультразвукового контроля зоны сварки сварных трубопроводных и насосно-компрессорных труб |
|
|
МИЛ-СТД-810с-1975 |
Воздействие факторов окружающей среды на оборудование. Методы испытаний |
|
|
ИСО 8501-1 |
Подготовка стальной поверхности перед нанесением красок и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степени ржавости и подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий |
|
|
АСТМ В 117 |
Стандартная практика работы с аппаратурой солевого тумана |
Часть 1 | Часть 2 | Часть 3 | Часть 4 | Часть 5 | Часть 6 | Часть 7 | Часть 8 | Часть 9 | Часть 10 | Часть 11
Хотите оперативно узнавать о новых публикациях нормативных документов на портале? Подпишитесь на рассылку новостей!
Все ГОСТы >> ГОСТы «Металлопрокат, металлоконструкции, метизы, ковка, композитные материалы >>