ГОСТ 2533-88 Калибры для трубной цилиндрической резьбы. Допуски.
ГОСТ 2533-88(СТ СЭВ 354-87)Калибры для трубной цилиндрической резьбы.Допуски
ГОСТ 2533-88Группа Г28
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТКАЛИБРЫ ДЛЯ ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫДопускиGauges for straight pipe thread. Tolerances
МКС 17.040.30ОКП 39 3154
Дата введения 1989-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.04.88 N 1167
3. Стандарт полностью соответствует СТ СЭВ 354-87.
4. ВЗАМЕН ГОСТ 2533-79
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 6357-81 | Вводная часть, разд.1, 3.3, 3.7, 4.1, 5.1 |
| ГОСТ 24939-81 | 2.2 |
6. ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на резьбовые и гладкие калибры для контроля трубной цилиндрической резьбы по ГОСТ 6357 и устанавливает виды калибров, профиль резьбы, длину рабочей части, допуски и формулы для определения размеров резьбовых и гладких калибров.
1. ОБОЗНАЧЕНИЯ
В настоящем стандарте приняты следующие обозначения размеров и допусков:
| b1 | - ширина канавки резьбового калибра-пробки, резьбового калибра-кольца или ролика с полным профилем резьбы; |
| b3 | - ширина канавки резьбового калибра-пробки, резьбового калибра-кольца или ролика с укороченным профилем резьбы; |
| d | - номинальный наружный диаметр наружной резьбы; |
| d1 | - номинальный внутренний диаметр наружной резьбы; |
| d2 | - номинальный средний диаметр наружной резьбы; |
| D | - номинальный наружный диаметр внутренней резьбы; |
| D1 | - номинальный внутренний диаметр внутренней резьбы; |
| D2 | - номинальный средний диаметр внутренней резьбы; |
| F1 | - расстояние между линией среднего диаметра и вершиной укороченного профиля резьбы калибра; |
| F3 | - высота укороченного профиля резьбы калибра; |
| H1 | - допуск гладкого калибра-пробки для внутренней резьбы; |
| H2 | - допуск гладкого калибра-кольца или калибра-скобы для наружной резьбы; |
| Hp | - допуск гладкого контрольного калибра-пробки для нового гладкого калибра-скобы и гладкого контрольного калибра-пробки для контроля износа гладкого калибра-скобы; |
| L | - длина свинчивания по ГОСТ 6357; |
| m | - расстояние между серединой поля допуска TR проходного и непроходного резьбовых калибров-колец и серединой поля допуска TCP резьбового контрольного проходного калибра-пробки; |
| Nk | - среднее значение длины свинчивания N по ГОСТ 6357; |
| P | - шаг резьбы; |
| r | - радиус закругления вершины и впадины профиля резьбовых проходных калибров-пробок, калибров-колец и роликов калибров-скоб; |
| S | - отклонение реального положения оси канавки b3 относительно номинального (смещение канавки); |
| TCP | - допуск среднего диаметра резьбового контрольного проходного и непроходного калибров-пробок, резьбового калибра-пробки для контроля износа и установочного калибра-пробки; |
| Td | - допуск наружного диаметра наружной резьбы; |
| Td2 | - допуск среднего диаметра наружной резьбы; |
| TD1 | - допуск внутреннего диаметра внутренней резьбы; |
| TD2 | - допуск среднего диаметра внутренней резьбы; |
| TP | - допуск шага резьбы калибра; |
| TPL | - допуск среднего диаметра резьбового проходного и непроходного калибров-пробок; |
| TR | - допуск среднего диаметра резьбового проходного и непроходного калибров-колец; |
| Tα1 | - допуск угла наклона боковой стороны профиля резьбы калибра с полным профилем; |
| Tα2 | - допуск угла наклона боковой стороны профиля резьбы калибра с укороченным профилем; |
| u | - удвоенная величина среза вершины резьбы калибра; |
| WGO | - величина среднедопустимого износа проходных резьбовых калибра-пробки и калибра-кольца; |
| WNG | - величина среднедопустимого износа непроходных резьбовых калибра-пробки и калибра-кольца; |
| Z1 | - расстояние от середины поля допуска H1 гладкого проходного калибра-пробки до проходного (нижнего) предела внутреннего диаметра внутренней резьбы; величина среднедопустимого износа гладкого проходного калибра-пробки; |
| Z2 | - расстояние от середины поля допуска H2 гладкого проходного калибра-кольца или калибра-скобы до проходного (верхнего) предела наружного диаметра наружной резьбы; величина среднедопустимого износа гладкого проходного калибра-кольца или гладкого проходного калибра-скобы; |
| ZPL | - расстояние от середины поля допуска TPL резьбового проходного калибра-пробки до проходного (нижнего) предела среднего диаметра внутренней резьбы; |
| ZR | - расстояние от середины поля допуска TR резьбового проходного калибра-кольца до проходного (верхнего) предела среднего диаметра наружной резьбы. |
2. ВИДЫ КАЛИБРОВ
2.1. Для контроля наружной резьбы применяются калибры и соответствующие им контрольные калибры видов: ПР (1), КПР-ПР (2), КПР-НЕ (3), К-И (6), ПР (7), У-ПР (8), НЕ (9), У-НЕ (10), НЕ (11), КНЕ-ПР (12), КНЕ-НЕ (13), КИ-НЕ (16), ПР (17), НЕ (18), К-ПР (19), К-НЕ (20) и К-И (25), для контроля внутренней резьбы - калибры видов: ПР (21), НЕ (22), ПР (23) и НЕ (24).
2.2. Номера видов калибров, их наименование, назначение и правила применения - по ГОСТ 24939-81.
3. ПРОФИЛЬ РЕЗЬБЫ И ДЛИНА РАБОЧЕЙ ЧАСТИ КАЛИБРОВ
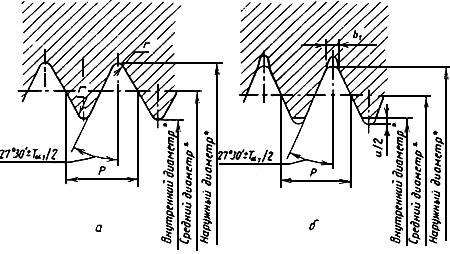
3.1. Калибры-пробки вида ПР (21) должны иметь полный профиль резьбы в соответствии с указанным на черт.1а, калибры-кольца вида ПР (1) и калибры-скобы вида ПР (7) - в соответствии с указанным на черт.2а.
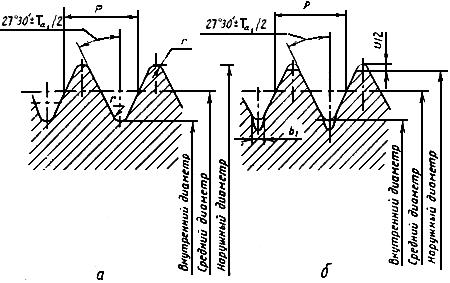
Черт.1
* Не относится к калибру вида ПР (7).
Черт.2
3.2. Полный профиль резьбы калибров видов ПР (21), ПР (1) и ПР (7) должен иметь радиус r по вершинам и впадинам резьбы. Значения радиусов r, относящиеся к номинальному профилю резьбы, должны соответствовать указанным в табл.1.
Таблица 1
Размеры в мм
| P | Число шагов на длине 25,4 мм | b1, не более | u=0,14784P | r, не более |
| 0,907 | 28 | 0,20 | 0,134 | 0,125 |
| 1,337 | 19 | 0,30 | 0,198 | 0,184 |
| 1,814 | 14 | 0,40 | 0,268 | 0,249 |
| 2,309 | 11 | 0,50 | 0,341 | 0,317 |
Примечание. Радиус r является исходным для проектирования резьбообразующего инструмента и не подлежит обязательному контролю.
3.3. Допускается изготовлять калибры-пробки вида ПР (21) с профилем в соответствии с указанным на черт.1б, калибры-кольца вида ПР (1) и калибры-скобы вида ПР (7) - в соответствии с указанным на черт.2б, имеющими вершины, срезанные по хорде, проходящей через точки касания дуги окружности закругленного профиля резьбы по ГОСТ 6357 на величину u/2 и с канавкой шириной b1.
Числовые значения u и b1 должны соответствовать указанным в табл.1. Величина u является справочной, служит для расчета диаметров по вершинам резьбы и непосредственному контролю не подлежит. Форма канавки произвольная.
Примечание. Размеры впадин резьбы изделий (наружный диаметр внутренней резьбы и внутренний диаметр наружной резьбы) калибром со срезанной вершиной не контролируются.
3.4. Калибры-пробки видов КПР-ПР (2), У-ПР (8), У-НЕ (10), КНЕ-ПР (12), КНЕ-НЕ (13) и КИ-НЕ (16) должны иметь профиль резьбы со срезанными вершинами и с радиусом r по впадинам резьбы в соответствии с указанным на черт.3. Размеры радиусов r должны соответствовать значениям, указанным в табл.1.
Примечания:
1. Значение среза вершин резьбы определяется формулами для расчета наружного диаметра калибров, указанными в табл.9.
2. Размеры впадин резьбы проходного калибра-кольца вида ПР (1) калибром-пробкой вида КПР-ПР (2) со срезанной вершиной не контролируются.
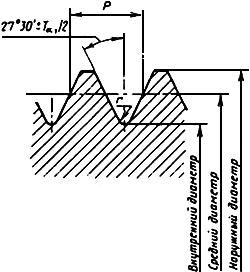
Черт.3
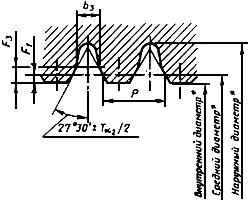
3.5. Калибры-пробки видов КПР-НЕ (3), К-И (6) и НЕ (22) должны иметь укороченный профиль резьбы в соответствии с указанным на черт.4, калибры-кольца вида НЕ (11) и калибры-скобы вида НЕ (9) - в соответствии с указанным на черт.5.
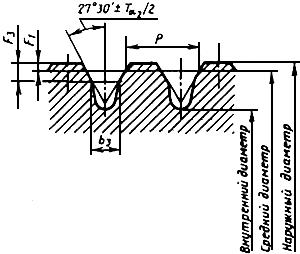
Черт.4
* Не относится к калибру вида НЕ (9).
Черт.5
Укороченный профиль резьбы калибра должен выполняться с канавкой b3 и размерами F1 и F3, указанными в табл.2. Форма канавки произвольная.
Таблица 2
Размеры в мм
| P | Число шагов на длине 25,4 мм | F1=0,1P | b3 | F3 | |
| Номин. | Пред. откл. | ||||
| 0,907 | 28 | 0,091 | 0,25 | ±0,03 | От 0,20 до 0,35 |
| 1,337 | 19 | 0,134 | 0,40 | ±0,04 | 0,30 " 0,50 |
| 1,814 | 14 | 0,181 | 0,50 | ±0,05 | 0,40 " 0,70 |
| 2,309 | 11 | 0,231 | 0,80 | ±0,05 | 0,40 " 0,70 |
Величина F1 является справочной, служит для расчета диаметров по вершинам резьбы калибров с укороченным профилем и непосредственному контролю не подлежит.
3.6. Смещение S канавки относительно боковых сторон профиля резьбы (черт.6) должно быть не более предельного отклонения ширины канавки b3, указанного в табл.2.
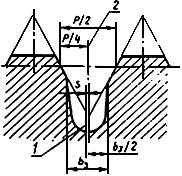
1 - реальное положение оси канавки; 2 - номинальное положение оси канавкиЧерт.6
Предельное отклонение ширины b3 канавки может быть увеличено на удвоенную разность между предельным и действительным значениями смещения S, если действительное значение меньше предельного.
Примечание. Вместо размера b3 и смещения S допускается контролировать высоту F3 (черт.4).
3.7. Длина резьбы рабочей части резьбовых калибров должна быть не менее значений, указанных в табл.3.
Таблица 3
| Обозначение (номер вида) калибра | Длина резьбы рабочей части калибра, мм |
| ПР (1) | 0,8Nk |
| КПР-ПР (2) | 0,8Nk + P |
| КПР-НЕ (3) | 3P |
| К-И (6) | 3P |
| ПР (7) | 0,8Nk |
| У-ПР (8) | 0,8Nk + P |
| НЕ (9) | В соответствии с табл.9 и черт.7 |
| У-НЕ (10) | 3P |
| НЕ (11) | 3P |
| КНЕ-ПР (12) | 3P |
| КНЕ-НЕ (13) | 3P |
| КИ-НЕ (16) | 3P |
| ПР (21) | 0,8Nk |
| НЕ (22) | 3P |
Примечание. Для длин свинчивания L по ГОСТ 6357 длина резьбы рабочей части проходных калибров должна составлять не менее 0,8 длины свинчивания резьбы.

Черт.7
3.8. Длина рабочей части гладких калибров для контроля наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы должна быть не менее значений, указанных в табл.4.
Таблица 4
| Обозначение (номер вида) калибра | Длина рабочей части калибра, мм |
| ПР (17) | 3P (для калибра-скобы) |
| 0,8Nk (для калибра-кольца) | |
| НЕ (18) | 3P |
| К-ПР (19) | 3P |
| К-НЕ (20) | 3P |
| ПР (23) | 0,8Nk |
| НЕ (24) | 3P |
| К-И (25) | 3P |
4. ДОПУСКИ РЕЗЬБОВЫХ КАЛИБРОВ
4.1. Расположение полей допусков среднего диаметра, а также допуски и величины, определяющие положение полей допусков и предел износа калибров для контроля наружной резьбы должны соответствовать указанным на черт.8 и в табл.5, для контроля внутренней резьбы - указанным на черт.9 и в табл.5.
Примечание. Числа у полей допусков обозначают номера видов калибров.
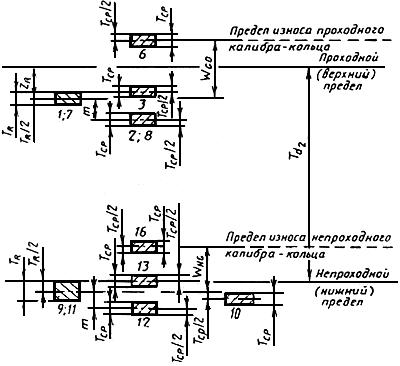
Черт.8
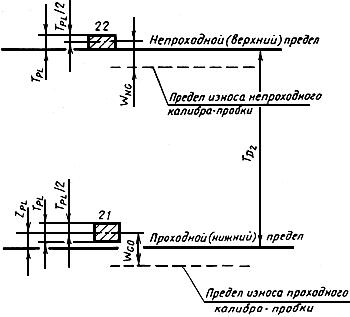
Черт.9
Таблица 5
мкм
| Td2; TD2 по ГОСТ 6357 | TR | TPL | TCP | m | ZR | ZPL | WGO | WNG | ||
| калибр- кольцо | калибр- пробка | калибр- кольцо | калибр- пробка | |||||||
| Св. 80 до 125 | 15 | 10 | 9 | 17 | 2 | 8 | 18 | 14 | 13 | 10 |
| 125 " 200 | 20 | 12 | 10 | 20 | 9 | 13 | 23 | 19 | 17 | 13 |
| 200 " 315 | 25 | 15 | 13 | 24 | 13 | 18 | 28 | 23 | 21 | 17 |
| 315 " 500 | 33 | 20 | 17 | 30 | 20 | 24 | 33 | 27 | 28 | 19 |
Примечания:
1. Значения TCP максимальные. При расчете размеров резьбовых калибров видов: КПР-ПР (2), У-ПР (8), У-НЕ (10) и КНЕ-ПР (12) допускается увеличение наименьшего предельного размера среднего диаметра резьбы калибров на значение до TCP/2 для обеспечения запаса на износ.
2. С целью ограничения числа проходных калибров для одного и того же размера резьбы проходные калибры для резьб класса точности В следует изготовлять по допускам калибров для резьб класса точности А.
4.2. Допуски угла наклона боковой стороны профиля резьбы калибров должны быть расположены симметрично (±Tα1/2 или ±Tα2/2) относительно номинального угла.
Значения Tα1/2 для полного профиля и Tα2/2 для укороченного профиля приведены в табл.6.
Таблица 6
| P, мм | Число шагов на длине 25,4 мм | Tα1/2 | Tα2/2 |
| 0,907 | 28 | 15' | 16' |
| 1,337 | 19 | 13' | 16' |
| 1,814 | 14 | 11' | 14' |
| 2,309 | 11 | 10' | 14' |
4.3. Допуск шага резьбы Tp на длине резьбовой части калибров - 5 мкм.
Примечания:
1. Значение Tp относится к расстоянию между любыми витками резьбы калибра.
2. Действительное отклонение может быть со знаком минус или плюс.
5. ДОПУСКИ ГЛАДКИХ КАЛИБРОВ
5.1. Расположение полей допусков гладких калибров, а также допуски и величины, определяющие положение полей допусков и предел износа калибров для контроля наружного диаметра наружной резьбы должны соответствовать указанным на черт.10 и в табл.7, для контроля внутреннего диаметра внутренней резьбы - указанным на черт.11 и в табл.8.
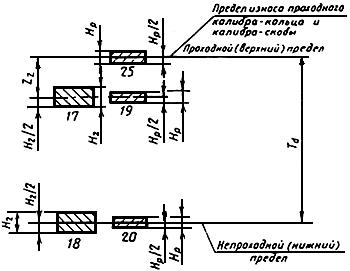
Черт.10
Таблица 7
мкм
| Td по ГОСТ 6357 | H2 | Hp | Z2 |
| Св. 140 до 335 | 16 | 4 | 38 |
| 335 " 850 | 30 | 6 | 54 |
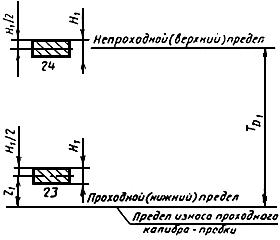
Черт.11
Таблица 8
мкм
| TD1 по ГОСТ 6357 | H1 | Z1 |
| Св. 180 до 375 | 16 | 38 |
| 375 "710 | 26 | 52 |
6. РАСЧЕТ КАЛИБРОВ
6.1. Размеры диаметров резьбовых калибров для контроля наружной и внутренней резьбы должны определяться по формулам, указанным в табл.9.
Таблица 9
| Обозна- чение (номер вида) калибра | Наименование и назначение вида калибра | Про- филь резь- бы по чер- тежу | Наружный диаметр | Средний диаметр | Внутренний диаметр | ||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | Предел износа | Номин. | Пред. откл. | |||
| ПР (1) | Калибр-кольцо резьбовой проходной нерегулируемый | 2а2б | Калибры для наружной резьбы | ||||||
| d, не менее | - | d2 − ZR | ±TR/2 | - | (d1 − TR/2) / (d1 + u + TR/2) | ±TR/2 | |||
| КПР- ПР (2) | Калибр-пробка резьбовой контрольный проходной для нового резьбового проходного нерегулируемого калибра-кольца | 3 | d − u − TPL/2 | ±TPL/2 | d2 − ZR − m | ±TCP/2 | - | d1 − TPL, не более | - |
| КПР- НЕ (3) | Калибр-пробка резьбовой контрольный непроходной для нового резьбового проходного нерегулируемого калибра-кольца | 4 | d2 − ZR + TR/2 + 2F1 | ±TPL/2 | d2 − ZR + TR/2 | ±TCP/2 | - | d1 − TPL, не более | - |
| К-И (6) | Калибр-пробка резьбовой контрольный для контроля износа резьбового проходного нерегулируемого калибра-кольца | 4 | d2 − ZR + WGO + 2F1 | ±TPL/2 | d1 − ZR + WGO | ±TCP/2 | - | d1 − TPL, не более | - |
| ПР (7) | Калибр-скоба резьбовой проходной | 2а,2б | Размеры и предельные отклонения не регламентированы, а определяются калибром вида У-ПР (8). Радиальное биение профиля роликов не более 5 мкм | ||||||
| У-ПР (8) | Калибр-пробка резьбовой установочный для резьбового проходного калибра-скобы | 3 | d − u − TPL/2 | ±TPL/2 | d2 − ZR − m | ±TCP/2 | - | d1 − TPL, не более | - |
| НЕ (9) | Калибр-скоба резьбовой непроходной | 5 | Размеры и предельные отклонения не регламентированы, а определяются калибром вида У-НЕ (10). Радиальное биение профиля роликов не более 5 мкм. Профиль должен соприкасаться только с двумя боковыми сторонами контролируемой наружной резьбы. | ||||||
| У-НЕ (10) | Калибр-пробка резьбовой установочный для резьбового непроходного калибра-скобы | 3 | d − Td2 | ±TPL | d2 − Td2 − TR/2 − TCP/2 | ±TCP/2 | - | d1, не более | - |
| НЕ (11) | Калибр-кольцо резьбовой непроходной нерегулируемый | 5 | d − TPL, не менее | - | d2 − Td2 − TR/2 | ±TR/2 | - | d2 − Td2 − TR/2 − 2F1 | ±TR |
| КНЕ- ПР (12) | Калибр-пробка резьбовой контрольный проходной для нового резьбового непроходного нерегулируемого калибра-кольца | 3 | d | ±TPL | d2 − Td2 − TR − m | ±TCP/2 | - | d1, не более | - |
| КHE-HE (13) | Калибр-пробка резьбовой контрольный непроходной для нового резьбового непроходного нерегулируемого калибра-кольца | 3 | d − Td2 | ±TPL | d2 − Td2 | ±TCP/2 | - | d1, не более | - |
| КИ-НЕ (16) | Калибр-пробка резьбовой контрольный для контроля износа резьбового непроходного нерегулируемого калибра-кольца | 3 | d − Td2 − TR/2 + WNG | ±TPL | d2 − Td2 − TR/2 + WNG | ±TCP/2 | - | d1, не более | - |
| ПР (21) | Калибр-пробка резьбовой проходной | 1a | Калибры для внутренней резьбы | ||||||
| D + TPL/2 | ±TPL | D2 + ZPL | ±TPL/2 | D2 + ZPL − WGO | D1, не более | - | |||
| 1б | D − u − TPL/2 | ±TPL/2 | |||||||
| НЕ (22) | Калибр-пробка резьбовой непроходной | 4 | D2 + TD2 + TPL/2 + 2F1 | ±TPL | D2 + TD2 + TPL/2 | ±TPL/2 | D2 + TD2 + TPL/2 − WNG | D1 − TD2, не более | - |
Примечания:
1. При расчете исполнительных размеров калибров следует определять наименьший предельный размер для калибров-колец и наибольший предельный размер для калибров-пробок.
2. Формулы для расчета размеров и предельные отклонения среднего диаметра калибров-колец видов ПР (1) и НЕ (11) приведены для координирования полей допусков контрольных калибров и контроля калибров-колец измерительными приборами.
3. Значения WGO и WNG калибров-пробок видов К-И (6) и КИ-НЕ (16) следует принимать по табл.5 для калибров-колец.
6.2. Размеры диаметров гладких калибров для контроля наружной и внутренней резьбы должны определяться по формулам, указанным в табл.10.
Таблица 10
| Обозначение (номер вида) калибра | Наименование и назначение вида калибра | Диаметр калибра | |
| Номин. | Пред. откл. | ||
| Калибры для наружной резьбы | |||
| ПР (17) | Калибр-кольцо гладкий проходной или калибр-скоба гладкий проходной | d − Z2 | ±H2/2 |
| НЕ (18) | Калибр-скоба гладкий непроходной или калибр-кольцо гладкий непроходной | d − Td | ±H2/2 |
| К-ПР (19) | Калибр-пробка гладкий контрольный проходной для нового гладкого проходного калибра-скобы | d − Z2 | ±Hp/2 |
| К-НЕ (20) | Калибр-пробка гладкий контрольный проходной для нового гладкого непроходного калибра-скобы | d − Td | ±Hp/2 |
| К-И (25) | Калибр-пробка гладкий контрольный для контроля износа гладкого проходного калибра-скобы | d | ±Hp/2 |
| Калибры для внутренней резьбы | |||
| ПР (23) | Калибр-пробка гладкий проходной | D1 + Z1 | ±H1/2 |
| НЕ (24) | Калибр-пробка гладкий непроходной | D1 + TD1 | ±H2/2 |
Конец документа
Хотите оперативно узнавать о новых публикациях нормативных документов на портале? Подпишитесь на рассылку новостей!
Все ГОСТы >> ГОСТы «Металлопрокат, металлоконструкции, метизы, ковка, композитные материалы >>