
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСУДАРСТВЕННАЯ СИСТЕМА ОБЕСПЕЧЕНИЯ ЕДИНСТВА ИЗМЕРЕНИЙ
ШТАНГЕНЦИРКУЛИ
МЕТОДИКА ПОВЕРКИ
ГОСТ 8.113-85
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
М. Б. Шабалина, канд. техн. наук; Т. Ю. Неудачина
ВНЕСЕН
Член Госстандарта Л. К. Исаев
Министерством станкостроительной и инструментальной промышленности
Член Коллегии О. Н. Албул
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 20 декабря 1985 г. № 4349
Содержание
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Государственная система обеспечения единства измерений ШТАНГЕНЦИРКУЛИ Методика поверки State system far ensuring the uniformity of
measurements. |
ГОСТ 8.113-85 Взамен |
Постановлением Государственного комитета СССР по стандартам от 20 декабря 1985 г. № 4349 срок введения установлен
с 01.01.87
Настоящий стандарт распространяется на штангенциркули по ГОСТ 166-80 и устанавливает методику их первичной и периодической поверок.
Настоящий стандарт соответствует СТ СЭВ 2607-80 в части, приведенной в справочном приложении 6.
1.1. При проведении поверки должны быть выполнены следующие операции и применены средства поверки с характеристиками, указанными в таблице.
|
Наименование операции |
Номер пункта стандарта |
Средства поверки и их нормативно технические характеристики |
Обязательность проведения операций при |
||
|
выпуске из производства |
выпуске после ремонта |
эксплуатации и хранении |
|||
|
Внешний осмотр |
3.1 |
- |
Да |
Да |
Да |
|
Опробование |
3.2 |
- |
Да |
Да |
Да |
|
Определение метрологических характеристик |
3.3 |
|
|
|
|
|
Определение длины вылета губок штангенциркулей |
3.3.1 |
Металлическая измерительная линейка по ГОСТ 427-75, предел измерения 0 - 150 мм |
Да |
Да |
Да |
|
Определение шероховатости измерительных поверхностей |
3.3.2 |
Профилограф по ГОСТ 19299-73 или профилометр по ГОСТ 19300-73; образцы шероховатости плоские и выпуклые с параметрами Rа = 0,32 и 0,63 мкм по ГОСТ 9378-75 или образцы деталей штангенциркуля с параметрами
|
Да |
Да |
Нет |
|
Определение размеров штрихов шкал и перекрытия штрихов шкалы штанги краем нониуса штангенциркуля |
3.3.3 |
Инструментальный микроскоп типа БИМ по ГОСТ 8074-82 |
Да |
Нет |
Нет |
|
Определение расстояния от верхней кромки края нониуса до поверхности шкалы штанги |
3.3.4 |
Щупы толщиной 0,25 и 0,30 мм, класс точности 2 по ГОСТ 882-75 |
Да |
Да |
Нет |
|
Определение отклонения от плоскостности и прямолинейности измерительных поверхностей губок |
3.3.5 |
Лекальная линейка типа ЛД, класс точности 1 по ГОСТ 8026-75; образец просвета из плоскопараллельных концевых мер длины образцовых 5-го разряда по ГОСТ 8.166-75 или класса точности 2 по ГОСТ 9038-83 и плоской стеклянной пластины типа ПИ 60 мм, класс точности 2 по ГОСТ 2923-75 или брусок для определения значения просвета (справочное приложение 1) |
Да |
Да |
Да |
|
Определение отклонения от параллельности плоских измерительных поверхностей губок |
3.3.6 |
Плоскопараллельные концевые меры длины образцовые 5-го разряда по ГОСТ 8.166-75 или класса точности 3 по ГОСТ 9038-83; ролик диаметром 5,493 мм, класс точности 1 по ГОСТ 2475-62 |
Да |
Да |
Да |
|
|
|
для образца просвета: лекальная линейка типа ЛД, класс точности 1 по ГОСТ 8026-75; плоскопараллельные концевые меры длины образцовые 5-го разряда по ГОСТ 8.166-75 или класса точности 3 по ГОСТ 9038-83 и плоская стеклянная пластина типа ПИ 60 мм, класс точности 2 по ГОСТ 2923-75 или брусок для определения значения просвета (справочное приложение 1) |
|
|
|
|
Определение размера сдвинутых до соприкосновения губок и отклонения от параллельности образующих измерительных поверхностей губок для внутренних измерений штангенциркулей типов ШЦ-II и ШЦ-III |
3.3.7 |
Микрометр типа МК, предел измерения 0-25 мм, класс точности 2 по ГОСТ 6507-78; индикаторная скоба (справочное приложение 2) |
Да |
Да |
Да |
|
Определение (контроль) усилия перемещения рамки по штанге штангенциркуля |
3.3.8 |
Циферблатные весы с ценой деления 5 г по ГОСТ 23711-79 с метрологическими параметрами по ГОСТ 23676-79; меры массы общего назначения по ГОСТ 7328-82 или подвеска (справочное приложение 3) |
Да |
Да |
Нет |
|
Определение отклонения от параллельности измерительных поверхностей губок для внутренних измерений штангенциркулей типа ШЦ-I и определение расстояния между ними |
3.3.9 |
Микрометр типа МК, предел измерения 0-25 мм, класс точности 2 по ГОСТ 6507–78 или индикаторная скоба (справочное приложение 2); плоскопараллельные концевые меры длины 10 мм образцовые 5-го разряда по ГОСТ 8.166-75 или класса точности 3 по ГОСТ 9038-83, или гладкое кольцо (справочное приложение 5) |
Да |
Да |
Да |
|
Определение погрешности штангенциркулей типов ШЦ-I и ШЦТ-I при измерении глубины |
3.3.10 |
Плоскопараллельные концевые меры длины 20 мм образцовые 5-го разряда по ГОСТ 8.166-75 или класса точности 3 по ГОСТ 9038-83, или гладкое кольцо (справочное приложение 5); плоская стеклянная пластина типа ПИ 60 мм, класс точности 2 по ГОСТ 2923-75 или плита исполнения 2, класс точности 1 размером 250 × 250 мм по ГОСТ 10905-75 |
Да |
Да |
Да |
|
Определение погрешности штангенциркуля |
3.3.11 |
Плоскопараллельные концевые меры длины образцовые 5-го разряда по ГОСТ 8.166-75 или класса точности 3 по ГОСТ 9038-83; инструментальный микроскоп по ГОСТ 8074-82 или универсальный измерительный микроскоп по ГОСТ 14968-69; микрометрический нутромер по ГОСТ 10-75 |
Да |
Да |
Да |
Примечание. Допускается применять другие средства поверки с аналогичными характеристиками.
1.2. При получении отрицательного результата любой из операций по таблице поверку штангенциркуля рекомендуется прекратить; последующие операции поверки проводят, если отрицательный результат предыдущей операции не влияет на достоверность поверки последующего параметра-
2.1. При проведении поверки температура воздуха в помещении должна быть (20 ± 5) °С.
2.2. Перед проведением поверки должны быть выполнены следующие подготовительные работы:
штангенциркуль должен быть промыт авиационным бензином по ГОСТ 1012-72 или бензином-растворителем по ГОСТ 443-76, или моющими растворами с пассиваторами, протерт чистой хлопчатобумажной салфеткой и выдержан на рабочем месте не менее 3 ч;
штангенциркуль должен быть размагничен; проверку проводят на деталях из низкоуглеродистой стали массой не более 0,1 г.
3.1. Внешний осмотр
При внешнем осмотре должно быть установлено:
соответствие штангенциркуля требованиям ГОСТ 166-80 в части отчетливости и правильности оцифровки штрихов шкал, комплектности и маркировки;
наличие твердого сплава на измерительных поверхностях губок штангенциркулей типа ШЦТ-I, зажимного устройства для зажима рамки, шкал на штанге и рамке, покрытия, микрометрической подачи рамки штангенциркулей типов ШЦ-II и ШЦ-III при комплектации их приспособлениями для разметки.
Не допускаются:
заметные при визуальном осмотре дефекты, ухудшающие эксплуатационные качества и препятствующие отсчету показаний;
перекос края нониуса к штрихам шкалы штанги, препятствующий отсчету показаний.
3.2. Опробование
При опробовании проверяют:
плавность перемещения рамки вместе с микрометрической подачей по штанге штангенциркуля;
возможность продольного регулирования нониуса штангенциркулей типов ШЦ-II и ШЦ-III;
значение мертвого хода микрометрической пары; при этом мертвый ход микрометрической пары штангенциркулей, выпускаемых из производства и ремонта, должен соответствовать требованиям ГОСТ 166-80, а штангенциркулей, находящихся в эксплуатации, не должен превышать 1/2 оборота;
отсутствие перемещения рамки под действием собственной массы;
возможность зажима рамки в любом положении в пределах диапазона измерения;
нахождение рамки с нониусом и рамки микроподачи по всей их длине на штанге при измерении размеров, равных верхнему пределу измерения;
отсутствие продольных царапин на шкале штанги при перемещении по ней рамки (визуально).
3.3. Определение метрологических характеристик
3.3.1. Длину вылета губок определяют при помощи металлической измерительной линейки. Длина вылета губок штангенциркулей, выпускаемых из производства, должна соответствовать значениям, установленным ГОСТ 166-80.
У штангенциркулей типа ШЦ-I, выпускаемых из ремонта и находящихся в эксплуатации, допускается уменьшение длины вылета губок до 30 мм и уменьшение длины губок для внутренних измерений на 1/4 их длины по сравнению со значениями, приведенными в ГОСТ 166-80 (для штангенциркулей всех типов).
3.3.2. Шероховатость измерительных поверхностей определяют по параметру Ra при помощи профилометра, профилографа или сравнением с образцами шероховатости.
Примечание. При отсутствии образцов шероховатости рекомендуется применять деталь-губку штангенциркуля, аттестованную по методике, изложенной в ГОСТ 8.300-78.
3.3.3. Размеры штрихов шкал и перекрытия штрихов шкалы штанги краем нониуса штангенциркуля определяют при помощи приборов, указанных в таблице. На каждом штангенциркуле проверяют не менее пяти штрихов штанги и пяти штрихов нониуса.
Значение перекрытия штрихов шкалы штанги краем нониуса допускается определять визуально.
Допускается ширину штрихов и значение перекрытия штрихов шкалы штанги краем нониуса определять на трех штангенциркулях из партии. Размеры штрихов штанги и нониуса и значение перекрытия штрихов шкалы штанги краем нониуса должны соответствовать значениям, указанным в ГОСТ 166-80.
3.3.4. Расстояние от верхней кромки края нониуса до поверхности шкалы штанги определяют щупом в трех местах по длине штанги. Щуп укладывают на штангу рядом с нониусом. Край скоса нониуса не должен быть выше плоскости щупа.
Расстояние от верхней кромки края нониуса до поверхности шкалы штанги должно соответствовать требованиям ГОСТ 166-80. У штангенциркулей, выпускаемых из ремонта, расстояние от верхней кромки края нониуса до поверхности шкалы штанги можно проверять определением параллакса в трех точках по шкале штанги и в трех точках по шкале нониуса. Один из штрихов нониуса совмещают с любым штрихом штанги и производят отсчет, после чего наклоняют штангенциркуль на 10 - 15° вдоль длинного ребра штанги. Показания штангенциркуля при наклоне штанги в ту или другую сторону не должны изменяться более чем на одно деление нониуса.
3.3.5. Отклонения от плоскостности и прямолинейности измерительных поверхностей губок, а также торца штанги штангенциркулей типов ШЦ-I и ШЦТ-I определяют лекальной линейкой.
Ребро лекальной линейки устанавливают на торец штанги и измерительную поверхность губок параллельно длинному ребру.
Значение просвета определяют визуально - сравнением его с образцом (черт. 1) или бруском для определения значения просвета (справочное приложение 1). Отклонение от плоскостности не должно превышать значений, установленных ГОСТ 166-80.
Образец для определения значения просвета
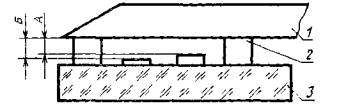
1 - лекальная линейка; 2 - плоскопараллельные концевые меры длины, 3 - плоская стеклянная пластина; А, Б - значения просвета
Черт. 1
Для штангенциркулей, выпускаемых из ремонта и находящихся в эксплуатации, допускают завалы на расстоянии 0,5 мм от краев измерительной поверхности.
1 - губка; 2 - концевая мера длины; 3 - ролик
Черт. 2
3.3.6. Отклонение от параллельности плоских измерительных поверхностей губок определяют при помощи концевых мер длины и ролика (черт. 2) при трех положениях подвижной губки, близких к пределам измерений и середине диапазона измерения штангенциркуля.
За отклонение от параллельности плоских измерительных поверхностей губок принимают наибольшую разность измеренных
расстояний при каждом положении подвижной губки, которая не должна превышать значений, установленных ГОСТ 166-80.
Допускается при выпуске из производства штангенциркулей с пределом измерения до 400 мм определять отклонение от параллельности губок по просвету между измерительными поверхностями при сдвинутых губках как при незатянутом, так и при затянутом зажиме рамки. При этом значение просвета не должно превышать 0,008 мм - при значении отсчета по нониусу 0,05 мм, 0,012 мм - при значении отсчета по нониусу 0,1 мм.
Значение просвета определяют визуально сравнением с образцом (черт. 1) или бруском для определения значения просвета (справочное приложение 1).
В штангенциркулях, имеющих микроподачу, подвижную губку перемещают при ее помощи.
Допускается для штангенциркулей с верхним пределом измерения свыше 400 мм определять отклонение от параллельности губок без применения ролика и в точках, соответствующих нижнему и верхнему пределам измерений.
Для штангенциркулей, выпускаемых из ремонта и находящихся в эксплуатации, допускается заменять определение отклонения от параллельности определением погрешности штангенциркуля по п. 3.3.11 при двух положениях концевой меры длины, указанных на черт. 2.
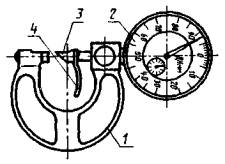
3.3.7. Размер сдвинутых до соприкосновения губок и отклонение от параллельности образующих измерительных поверхностей губок для внутренних измерений штангенциркулей типов ШЦ-II и ШЦ-III определяют микрометром или индикаторной скобой (справочное приложение 2) при зажатом стопорном винте рамки. При определении размера по цилиндрическим измерительным поверхностям губок боковые поверхности устанавливают в одной плоскости и находят наибольший размер.
Допускается смещение линии наибольшего размера от оси симметрии губок при повороте микрометра или индикаторной скобы относительно оси штанги на угол не более 15°.
Размер сдвинутых до соприкосновения губок штангенциркулей, выпускаемых из производства, указанный в маркировке, должен выражаться целым числом миллиметров. Отклонение измеренного размера от указанного в маркировке не должно превышать значений, установленных ГОСТ 166-80.
У штангенциркулей, выпускаемых из ремонта и находящихся в эксплуатации, размер сдвинутых до соприкосновения губок должен быть не менее: 7 мм - для штангенциркулей с пределом измерения до 400 мм, 10 мм - для штангенциркулей с пределом измерения более 400 мм. Размер, указанный в маркировке, может быть равен целому числу десятых долей миллиметра.
Для штангенциркулей, выпускаемых из ремонта и находящихся в эксплуатации, отклонение измеренного размера от указанного в маркировке не должно превышать ± 0,03 мм.
При определении отклонения от параллельности образующих измерительных поверхностей губок размер сдвинутых до соприкосновения губок измеряют в двух или трех сечениях по длине губок. Разность между отсчетами равна отклонению от параллельности и не должна превышать значений, установленных ГОСТ 166-80.
3.3.8. Усилие перемещения рамки по штанге штангенциркуля определяют при помощи весов. Штангу штангенциркуля упирают в чашку весов; при перемещении рамки по штанге снимают показание по шкале весов. За значение усилия перемещения принимают наибольшее значение разности показаний весов и массы штангенциркуля.
Контроль усилия перемещения рамки по штанге штангенциркуля типа ШЦ-I осуществляют при помощи мер массы общего назначения и подвески (справочное приложение 3) при вертикальном положении штангенциркуля. Штангенциркуль устанавливают на верхний предел измерения. Подвеску крепят к штанге штангенциркуля и нагружают мерами, вес которых при этом равен нормируемому измерительному усилию перемещения за вычетом веса штанги 1 Н (100 гс) (схема справочного приложения 4). Перемещение штанги относительно рамки под действием приложенной нагрузки должно происходить на полном диапазоне измерений штангенциркуля.
Усилие перемещения рамки по штанге штангенциркуля не должно превышать значений, установленных ГОСТ 166-80.
3.3.9. Отклонение от параллельности измерительных поверхностей губок для внутренних измерений штангенциркулей типа ШЦ-I и расстояние между ними определяют гладким микрометром или индикаторной скобой (справочное приложение 2) при затянутом зажиме рамки. Штангенциркуль устанавливают на размер 10 мм по концевой мере длиной 10 мм. Микрометром или индикаторной скобой измеряют расстояние между измерительными поверхностями губок в двух или трех сечениях по длине губок. Разность расстояний равна отклонению от параллельности измерительных поверхностей и не должна превышать значений, установленных ГОСТ 166-80.
Для штангенциркулей типов ШЦ-I и ШЦТ-I, выпускаемых из ремонта и находящихся в эксплуатации, отклонение от параллельности измерительных поверхностей губок для внутренних измерений не должно превышать 0,04 мм.
Расстояние между измерительными поверхностями губок для штангенциркулей,
выпускаемых из производства, должно соответствовать ![]() мм, а выпускаемых из ремонта и находящихся в эксплуатации
мм, а выпускаемых из ремонта и находящихся в эксплуатации ![]() мм.
мм.
Расстояние между измерительными поверхностями губок штангенциркулей, выпускаемых из ремонта и находящихся в эксплуатации, допускается определять гладким кольцом (справочное приложение 5). Определяют разность между диаметром кольца, измеренным штангенциркулем, и размером, указанным на маркировке кольца. Разность не должна превышать ± 0,1 мм. Отсчет производят при зажатом стопорном винте рамки штангенциркуля.
3.3.10. Погрешность штангенциркулей типов ШЦ-I и ШЦТ-I при измерении глубины определяют по концевым мерам длиной 20 мм. Для штангенциркулей, выпускаемых из ремонта и находящихся в эксплуатации, допускается использовать гладкое кольцо (справочное приложение 5) или установочную меру длиной 25 мм из комплекта микрометрического глубиномера по ГОСТ 7470-78. Две концевые меры или гладкое кольцо устанавливают на плоскую стеклянную пластину или поверочную плиту. Торец штанги прижимают к измерительным поверхностям концевых мер или гладкого кольца. Линейку глубиномера перемещают до соприкосновения с плоскостью стекла или плиты и производят отсчет.
Погрешность штангенциркуля при измерении глубины не должна превышать значения, установленного ГОСТ 166-80.
3.3.11. Погрешность штангенциркулей определяют по концевым мерам длины. Блок концевых мер длины помещают между измерительными поверхностями губок штангенциркуля. Усилие сдвигания губок должно обеспечивать нормальное скольжение измерительных поверхностей губок по измерительным поверхностям концевых мер длины при отпущенном стопорном винте рамки. Длинное ребро измерительной поверхности губки должно быть перпендикулярно к длинному ребру концевой меры длины и находиться в середине измерительной поверхности.
В одной из поверяемых точек погрешность определяют при зажатом стопорном винте рамки, при этом должно сохраняться нормальное скольжение измерительных поверхностей губок по измерительным поверхностям концевых мер.
У штангенциркулей со значением отсчета по нониусу 0,05 мм, выпускаемых из производства, погрешность определяют в шести точках; допускается определять погрешность в трех точках при условии отклонения от прямолинейности базовой поверхности штанги, по которой базируется рамка, не более 0,02 мм. У штангенциркулей со значением отсчета по нониусу 0,1 мм, выпускаемых из производства, погрешность определяют в трех точках.
Примечание. Отклонение от прямолинейности базовой поверхности штанги определяют при помощи лекальной линейки типа ЛД, класса точности 1, длиной 320 мм по ГОСТ 8026-75 и щупа толщиной 0,02 мм, класса точности 2 по ГОСТ 882-75.
У штангенциркулей, выпускаемых из ремонта и находящихся в эксплуатации, погрешность определяют в трех точках, равномерно расположенных по длине штанги и нониуса.
Погрешность определяют при помощи разметочных губок у штангенциркулей типа ШЦ-II одновременно с определением погрешности измерительных губок в трех точках, равномерно расположенных по длине штанги и нониуса.
При поверке штангенциркулей класса точности 1 со значением отсчета по нониусу 0,1 мм несовпадение штрихов основной шкалы и шкалы нониуса, соответствующих действительному размеру блока мер, измеряют при помощи микроскопа.
Несовпадение штрихов равно погрешности штангенциркуля в поверяемой точке.
Погрешность штангенциркулей, выпускаемых из ремонта и находящихся в эксплуатации, на участке шкалы свыше 500 мм допускается определять микрометрическими нутромерами по ГОСТ 10-75.
Погрешность для каждой пары губок не должна превышать значений, установленных ГОСТ 166-80.
Одновременно проверяют нулевую установку штангенциркуля.
Для штангенциркулей типов ШЦ-I и ШЦТ-I при сдвинутых до соприкосновения губках смещение штриха нониуса должно быть в плюсовую сторону. Смещение нулевого штриха определяют при помощи концевой меры длиной 1,05 мм, которую перемещают между измерительными поверхностями губок. При этом показание штангенциркуля должно быть не более 1,1 мм.
Для штангенциркулей типов ШЦ-I и ШЦТ-I класса точности 2, выпускаемых из ремонта и находящихся в эксплуатации, допускается смещение нулевого штриха нониуса до минус 0,1 мм при сдвинутых до соприкосновения губках.
4.1. Положительные результаты первичной поверки штангенциркулей оформляют записью в паспорте, удостоверенной поверительным клеймом.
4.2. На штангенциркули, признанные годными при государственной поверке, выдают свидетельство по форме, установленной Госстандартом.
4.3. Результаты периодической ведомственной поверки оформляют в порядке, установленном ведомственной метрологической службой.
4.4. При отрицательных результатах поверки штангенциркули к применению не допускают, при этом в документе на штангенциркули находящиеся в эксплуатации или выпущенные после ремонта, производят запись об их непригодности. Кроме того, при государственной поверке выдают извещение о непригодности и изъятии из обращения и применения штангенциркулей, не подлежащих ремонту, или о проведении повторной поверки после ремонта.
Для определения значения просвета на измерительную поверхность А бруска накладывают лекальную линейку.
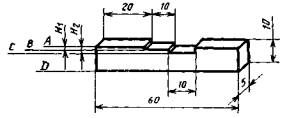
А, В, С, D - измерительные поверхности бруска
Значения просвета при определении отклонения от плоскостности, прямолинейности и параллельности измерительных поверхностей губок
мм
|
Номер пункта стандарта |
H1 |
H2 |
|
3.3.5 |
0,004 ± 0,0004 |
0,007 ± 0,0004 |
|
3.3.6 |
0,008 ± 0,0008 |
0,012 ± 0,0008 |
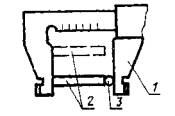
для определения размера губок и отклонения от параллельности измерительных поверхностей губок для внутренних измерений
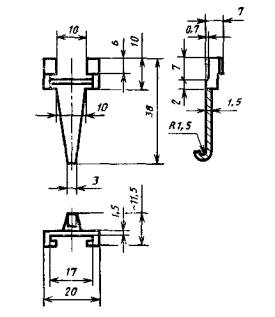
1 - скоба микрометра типа МК с пределом измерения 0-25 мм; 2 - индикатор часового типа с ценой деления 0,01 мм, пределом измерения 0 -10 мм по ГОСТ 577-68; 3 - специальный наконечник; 4 - арретир
При определении размера и отклонения от параллельности измерительных поверхностей губок для внутренних измерений штангенциркуля индикаторную скобу устанавливают на размер сдвоенных губок по концевой мере длины.
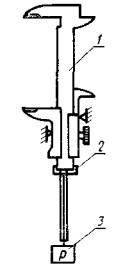
1 - штангенциркуль; 2 - подвеска; 3 - мера массы
для определения расстояния между измерительными поверхностями губок для внутренних измерений и для определения погрешности показаний при измерении глубины штангенциркулей типа ШЦ-1
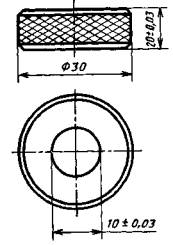
Допуск конусности - 0,005 мм.
Допуски плоскостности и параллельности верхнего и нижнего торцев - 0,003 мм.
Шероховатость измерительных поверхностей Ra ≤ 0,16 мкм.
Материал - сталь У10А по ГОСТ 1435-74.
Твердость - 59 …….. 61, HRC.
Действительный размер кольца выражают целым числом миллиметров или целым числом десятых долей миллиметра и маркируют на кольце.
|
ГОСТ 8.113-85 |
СТ СЭВ 2607-80 |
|
Раздел 3 |
Раздел 3 |
|
Пп. 3.1 - 3.3.3 |
Пп. 3.1 - 3.4 |
|
П. 3.3.5 |
П. 3.5 |
|
П. 3.3.6 |
П. 3.6.1 |
|
П. 3.3.7 |
П. 3.7 |
|
П. 3.3.9 |
П. 3.6.2 |
|
П. 3.3.10 |
П. 3.10 |
|
П. 3.3.11 |
П. 3.9 |
Хотите оперативно узнавать о новых публикациях нормативных документов на портале? Подпишитесь на рассылку новостей!
Все ГОСТы >> ГОСТы «Строительная техника и оборудование, грузоперевозки >>