Часть 1 | Часть 2
|
Таблица 4
В миллиметрах
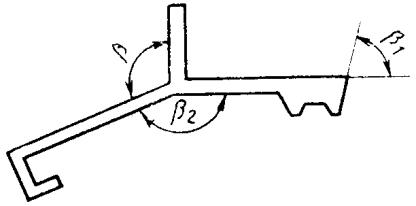
4.2.6 Предельные отклонения угловых размеров
Рис. 12
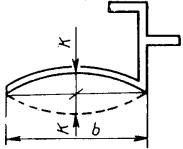
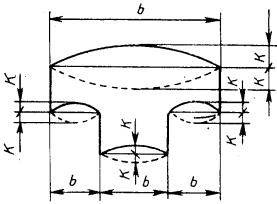
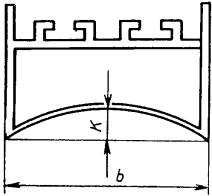
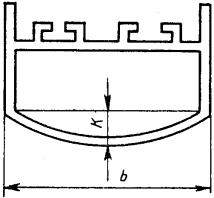
4.2.7 Поперечная кривизна
Таблица 5
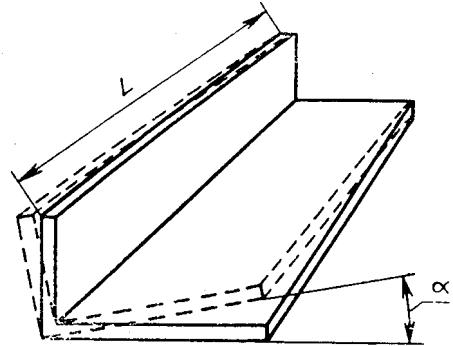
4.2.8 Угол скручивания
Рисунок 17
Таблица 6
4.2.9 Продольное плавное отклонение от прямолинейности относительно любой плоскости (рисунок 18) не должно быть более значений, указанных в таблице 7.
Рисунок 18
Таблица 7
В миллиметрах
4.2.10 Волнистость полок и стенок не должна быть более 1 мм для профилей нормальной точности, 0,5 мм для профилей повышенной точности и 0,25 мм для профилей особой точности. Шаг волны должен быть не менее 1 м. При значении волнистости до 0,2 мм включ. шаг не лимитируется. 4.2.11 Условное обозначение марки профиля следует принимать по схеме.
Примеры условного обозначения Марка профиля из алюминиевого сплава марки АД31 в закаленном и естественно состаренном состоянии (Т), сплошного сечения (С), повышенной точности (П), номера 441166 по ГОСТ 13624, длиной 5000 мм:
То же, в неполностью закаленном и искусственно состаренном состоянии (Т5), полого сечения (Д), нормальной точности (Н), номера 50 по рабочему чертежу № 605, длиной 4500 мм:
5. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
5.1 Профили должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам предприятия-изготовителя с соблюдением установленного технологического регламента. 5.2 Профили изготовляют из алюминиевых сплавов марок АД31 и 1915 с химическим составом в соответствии с ГОСТ 4784. 5.3 На поверхности профилей не должно быть трещин, расслоений, неметаллических включений, коррозионных пятен и раковин. 5.4 На лицевой поверхности профиля нормальной и повышенной точности, указываемой на его чертеже, не допускаются механические повреждения, плены, пузыри глубиной более 0,07 мм, продольные следы от матрицы глубиной более 0,03 мм, а также поперечные следы от матрицы, образующиеся при остановке пресса. На остальной поверхности профиля не допускаются механические повреждения, плены, пузыри глубиной, превышающей половину минусового допуска на толщину полок и стенок; продольные следы от матрицы глубиной более 0,15 мм. 5.5 На лицевой поверхности профиля особой точности, указываемой на его чертеже, не допускаются механические повреждения, плены, пузыри глубиной более 0,01 мм, продольные следы от матрицы глубиной более 0,005 мм, а также поперечные следы от матрицы, образующиеся при остановке пресса. Требования к качеству остальной поверхности - по 5.4. 5.6 Механические свойства прессованных профилей при испытании на растяжение должны быть не меньше величин, указанных в таблице 8, и гарантируются заводом-изготовителем для сплава марки АД31 соблюдением технологических режимов прессования и контрольными испытаниями по заводской технической документации.
Таблица 8
Для профилей, имеющих толщину стенки или полки большую, чем указано в таблице 8, механические свойства устанавливаются по согласованию изготовителя с потребителем. 5.7 Точность геометрических размеров профилей (4.1.3) должна быть указана потребителем в чертежах и в заказе на профили. 5.8 Комплектность 5.8.1 В комплект поставки должны входить профили одной марки и документ о качестве на отгружаемые профили. Допускается в комплект поставки включать профили нескольких марок в соответствии со спецификацией потребителя. 5.8.2 Документ о качестве должен содержать: - наименование или товарный знак предприятия-изготовителя; - наименование потребителя; - условное обозначение профиля; - номер заказа (номер партии); - число и номера упаковочных мест с указанием массы; - результаты испытаний (для механических свойств указать максимальные и минимальные значения); - штамп технического контролера предприятия-изготовителя. 5.9 Маркировка Транспортная маркировка и маркировка профилей наносятся на ярлыки, прикрепленные к упаковочному месту. Содержание транспортной маркировки и требования к ее выполнению и к ярлыкам - по ГОСТ 14192. Маркировка профилей должна содержать: условное обозначение профиля и номера заказа (партии). 5.10 Упаковка 5.10.1 Временная противокоррозионная защита, упаковка по ГОСТ 9.510. 5.10.2 Упакованные профили укладывают в тару, изготовленную по рабочим чертежам предприятия-изготовителя. Упаковка должна обеспечивать сохранность профилей и их поверхности от механических повреждений. 5.10.3 Масса нетто упаковочного места не должна превышать 1000 кг.
6. ПРИЕМКА
6.1 Профили принимает технический контроль предприятия-изготовителя партиями. Партия должна состоять из профилей одной марки алюминиевого сплава, одного состояния материала, одной плавки и садки термической обработки, одного размера. Допускается составлять партии из термообработанных профилей, изготовленных из алюминиевого сплава нескольких плавок или садок при условии, что качество профилей соответствует требованиям настоящего стандарта. Размер партии не должен превышать массы профилей, изготовленных в течение одной смены. 6.2 Проверке качества поверхности подлежит каждый профиль. 6.3 Для контроля геометрических размеров профилей (4.2-4.10) отбирают 2% профилей от каждой партии, но не менее двух профилей. 6.4 При получении неудовлетворительных результатов проверки геометрических размеров по ним проводят контроль каждого профиля этой партии. 6.5 Для контроля механических свойств профилей из сплава марки 1915 отбирают образцы продукции длиной 200 мм от 5% профилей каждой партии, но не менее трех. Приемочными испытаниями сплава марки 1915 являются испытания, проведенные после 4 сут естественного старения. При этом механические свойства должны быть не менее: 265 МПа 167 МПа 10 % - относительное удлинение. При получении неудовлетворительных результатов испытаний хотя бы одного из показателей механических свойств проводят повторные испытания механических свойств на удвоенном числе образцов, взятых от тех же партий. При получении неудовлетворительных результатов испытания хотя бы по одному показателю партию подвергают сплошному контролю или бракуют.
6.6 Партию считают принятой, если показатели качества профилей соответствуют требованиям настоящего стандарта. 6.7 Потребитель имеет право проводить контрольную проверку соответствия профилей требованиям настоящего стандарта, соблюдая при этом приведенный порядок отбора профилей и применяя указанные методы контроля.
7. МЕТОДЫ КОНТРОЛЯ
7.1 Химический состав алюминиевых сплавов должен быть удостоверен документом о качестве (сертификатом) предприятия - изготовителя слитков или данными заводской лаборатории предприятия-изготовителя профилей. 7.2 Качество поверхности профилей определяют визуально. Глубину дефектов, при необходимости, определяют контрольной зачисткой или с помощью профилометра по ГОСТ 19300. 7.3. Геометрические размеры поперечного сечения профилей контролируют микрометром по ГОСТ 6507, штангенциркулем по ГОСТ 166 или другим инструментом, обеспечивающим необходимую точность. Геометрические размеры (за исключением длины) и параметры профилей, для которых в рабочих чертежах не указана точность изготовления (нормальная, повышенная или особая), контролю не подлежат, а их точность обеспечивается технологией изготовления профилей. 7.4 Волнистость и абсолютное значение поперечной кривизны профилей определяют наложением поверочной линейки по ГОСТ 8025 на контролируемую поверхность и измерением максимальной высоты отклонения профиля от линейки. 7.5 Для проверки угла скручивания (4.8) профиль укладывают на контрольную плоскую плиту и прижимают в трех точках: в двух с одного конца профиля и в одной - с другого конца. Отношение высоты подъема четвертой точки от контрольной плиты к ширине профиля равно синусу угла скручивания Угол скручивания на 1 м длины равен отношению полученного угла 7.6 Для проверки отклонений от прямолинейности (4.9) профиль укладывают на контрольную плоскую плиту и измеряют наибольшее расстояние до вогнутой стороны профиля. Допускается измерять отклонение от прямолинейности путем наложения металлической линейки длиной 1 м по ГОСТ 427 на контролируемую плоскость. 7.7 Измерение высоты подъема четвертой точки (7.5) и наибольшее расстояние от контрольной плоскости или линейки до профиля (7.4 и 7.5.5) проводят набором щупов по нормативно-технической документации или штангенциркулем с глубиномером по ГОСТ 166. 7.8 Длину профилей проверяют рулеткой по ГОСТ 7502 или металлической линейкой по ГОСТ 427. Допускается производить измерение другими способами, обеспечивающими необходимую точность. 7.9 Косину реза профилей проверяют угольником по ГОСТ 3749 и линейкой по ГОСТ 427. 7.10 Механические свойства профилей на растяжение проверяют на коротких образцах по ГОСТ 1497 или методом неразрушающего контроля по нормативно-технической документации.
8. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 9.510. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Часть 1 | Часть 2
Хотите оперативно узнавать о новых публикациях нормативных документов на портале? Подпишитесь на рассылку новостей!
Все ГОСТы >> ГОСТы «Металлопрокат, металлоконструкции, метизы, ковка, композитные материалы >>