ГОСТ 1759.0-87. Болты, винты, шпильки и гайки. Технические условия.
ГОСТ 1759.0-87(СТ СЭВ 4203-83)Болты, винты, шпильки и гайки.Технические условия (с Изменением N 1)
ГОСТ 1759.0-87Группа Г31
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТБОЛТЫ, ВИНТЫ, ШПИЛЬКИ И ГАЙКИТехнические условияBolts, screws, studs and nuts.Specifications
МКС 21.060.10ОКП 12 8200, 12 8300, 12 8400
Дата введения 1989-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.12.87 N 5111
3. Стандарт полностью соответствует СТ СЭВ 4203-83
4. ВЗАМЕН ГОСТ 1759-70 (в части технических требований и маркировки крепежных изделий)
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер раздела, пункта, приложения |
| ГОСТ 9.301-86 | 2.3.3 |
| ГОСТ 9.302-88 | 4.8 |
| ГОСТ 9.303-84 | 2.3.1; 2.3.2 |
| ГОСТ 9.306-85 | 2.3.1, приложение 1 |
| ГОСТ 1759.1-82 | 1.2; 4.4 |
| ГОСТ 1759.2-82 | 2.1.2; 4.2 |
| ГОСТ 1759.3-83 | 2.1.3; 4.3 |
| ГОСТ 1759.4-87 | 2.2.1; 3.2; 4.9; 4.10 |
| ГОСТ 1759.5-87 | 2.2.3; 3.2; 4.11; 4.12 |
| ГОСТ 4784-97 | Приложение 1 |
| ГОСТ 5632-72 | 2.2.5 |
| ГОСТ 5916-70 | 2.2.4 |
| ГОСТ 9378-93 | 4.6 |
| ГОСТ 12920-67 | 2.2.5 |
| ГОСТ 15527-2004 | 2.2.5 |
| ГОСТ 16030-70 | 4.5 |
| ГОСТ 16093-2004 | 1.2 |
| ГОСТ 17473-80 | Приложение 1 |
| ГОСТ 17769-83 | 3.1 |
| ГОСТ 18160-72 | 5 |
| ГОСТ 18175-78 | 2.2.5 |
| ГОСТ 20072-74 | 2.2.4 |
| ГОСТ 24705-2004 | Вводная часть |
| ГОСТ 25556-82 | 2.2.2 |
6. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
7. ИЗДАНИЕ с Изменением N 1, утвержденным в октябре 1989 г. (ИУС 2-90)
Настоящий стандарт распространяется на болты, винты, шпильки и гайки с метрической резьбой по ГОСТ 24705-2004 диаметром от 1 до 48 мм.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Конструкция, размеры и шероховатость поверхности болтов, винтов, шпилек и гаек установлены в стандартах на продукцию.
1.2. Допуски размеров, формы и расположения поверхностей болтов, винтов, шпилек и гаек - по ГОСТ 1759.1-82. Основные отклонения резьбы должны назначаться по ГОСТ 16093 в зависимости от требуемой толщины покрытия. Поля допусков резьбы указываются для изделий без покрытия. После нанесения покрытия требования к резьбе - в соответствии с ГОСТ 16093.
(Измененная редакция, Изм. N 1).
1.3. По требованию потребителя допускается изготовлять болты, винты и шпильки с увеличенной или уменьшенной длиной резьбовой части.
1.4. По соглашению между изготовителем и потребителем допускается изготовлять: болты, шпильки и гайки с левой резьбой; болты с одним контровочным отверстием в головке.
1.5. Допускаемые отклонения формы, от установленной в стандартах на конструкцию болтов, винтов, шпилек и гаек всех классов точности, должны соответствовать указанным в приложении 5.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2 1. Внешний вид
2.1.1. Поверхность болтов, винтов, шпилек и гаек должна быть чистой, без следов коррозии и механических повреждений.
2.1.2. Допускаемые дефекты поверхности болтов, винтов и шпилек - по ГОСТ 1759.2.
2.1.3. Допускаемые дефекты поверхности гаек - по ГОСТ 1759.3.
2.2. Механические свойства и материалы
2.2.1. Механические свойства болтов, винтов (кроме установочных) и шпилек из углеродистых нелегированных и легированных сталей - по ГОСТ 1759.4.
2.2.2. Механические свойства установочных винтов и аналогичных крепежных изделий, не работающих на растяжение, из углеродистых нелегированных и легированных сталей - по ГОСТ 25556.
2.2.3. Механические свойства гаек из углеродистых нелегированных и легированных сталей - по ГОСТ 1759.5-87.
2.2.4. Механические свойства болтов, винтов, шпилек и гаек из коррозионно-стойких, жаропрочных, жаростойких и теплоустойчивых сталей, а также рекомендуемые марки сталей - по табл.1 и 2.
Таблица 1
Механические свойства болтов, винтов и шпилек из коррозионно-стойких, жаропрочных, жаростойких и теплоустойчивых сталей при нормальной температуре
| Условное обозначение группы | Временное сопротивление σв, Н/мм² | Предел текучести σв (σ0,2),Н/мм² | Относительное удлинение δ5, % | Ударная вязкость KCU, Дж/см² | Напряжение от пробной нагрузки σп, Н/мм² | Сталь | |
| Не менее | Марка | Обозначение стандарта | |||||
| 21 | 510 | 195 | 35 | Не регламентируется | 175 | 12Х18Н10Т | ГОСТ 5632-72 |
| 12Х18Н9Т | |||||||
| 10X17H13M2T | |||||||
| 10Х17Н13МЗТ | |||||||
| 06ХН28МДТ | |||||||
| 22 | 590 | 345 | 20 | 60 | 310 | 12Х13 | |
| 08Х21Н6М2Т | |||||||
| 23 | 690 | 540 | 12 | 60 | 485 | 20Х13 | |
| 14Х17Н2 | |||||||
| 24 | 880 | 540 | 8 | 30 | 485 | 10Х11Н23ТЗМР | |
| 25 | 735 | 10 | 30 | 660 | 13Х11Н2В2МФ | ||
| 25Х1МФ; | ГОСТ 20072 | ||||||
| 25Х2М1Ф | |||||||
| 20Х1М1Ф1ТР | |||||||
| 26 | 1080 | 835 | 10 | 50 | 750 | 07Х16Н6 | ГОСТ 5632-72 |
Таблица 2
Механические свойства гаек из коррозионно-стойких, жаропрочных, жаростойких и теплоустойчивых сталей при нормальной температуре
| Условное обозначение группы | Напряжение от пробной нагрузки σF, Н/мм², не менее | Сталь | |
| Марка | Обозначение стандарта | ||
| 21 | 510 | 12Х18Н10Т, 12X18H9T | ГОСТ 5632-72 |
| 10Х17Н13М2Т | |||
| 10Х17Н13М3Т | |||
| 06ХН28МДТ | |||
| 22 | 590 | 12Х13 | |
| 08Х21Н6М2Т | |||
| 23 | 690 | 20Х13 | |
| 14Х17Н2 | |||
| 24 | 880 | 10Х11Н23Т3МР | |
| 25 | 13Х11Н2В2МФ | ||
| 25Х1МФ, 25Х2М1Ф | ГОСТ 20072 | ||
| 20Х1М1Ф1ТР | |||
| 26 | 1080 | 07Х16Н6 | ГОСТ 5632-72 |
2.2.5. Механические свойства болтов, винтов, шпилек и гаек из цветных сплавов, а также рекомендуемые марки сплавов - потабл.3 и 4.
Таблица 3
Механические свойства болтов, винтов, шпилекиз цветных сплавов при нормальной температуре
| Условное обозначение группы | Временное сопротивление σв, Н/мм² | Предел текучести σв, (σ0,2), Н/мм² | Относительное удлинение δ5, % | Твердость по Бринеллю НВ | Марка материала или сплава | Обозначение стандарта |
| Не менее | ||||||
| 31 | 260 | 120 | 15 | Не регламентируется | АМг5П | ГОСТ 4784-97 |
| АМг5 | ||||||
| 32 | 310 | Не регламентируется | 12 | 75 | Латунь Л6З, | ГОСТ 15527-2004 |
| Латунь ЛС59-1 | ГОСТ 12920-67 | |||||
| 33 | Латунь ЛС59-1 антимагнитная | |||||
| Латунь Л63 антимагнитная | ||||||
| 34 | 490 | Не регламентируется | Бронза Бр. АМц9-2 | ГОСТ 18175 | ||
| 35 | 370 | 195 | 10 | Д1, Д1П, Д16, Д16П | ГОСТ 4784-97 | |
Таблица 4
Механические свойства гаек из цветных сплавов при нормальной температуре
| Условное обозначение группы | Напряжение от пробной нагрузки σF, Н/мм², не менее | Марка материала или сплава | Обозначение стандарта |
| 31 | 260 | АМг5П, АМг5 | ГОСТ 4784-97 |
| 32 | 310 | Латунь ЛС59-1,Л63 | ГОСТ 15527-2004,ГОСТ 12920-67 |
| 33 | Латунь Л63 антимагнитная | ||
| Латунь ЛС59-1 антимагнитная | |||
| 34 | 490 | Бронза Бр. АМц 9-2 | ГОСТ 18175 |
| 35 | 370 | Д1, Д1П, Д16, Д16П | ГОСТ 4784-97 |
2.2.6. Допускается изготовлять болты, винты, шпильки и гайки из материалов и сплавов, не предусмотренных в табл.1-4. При этом их механические свойства должны быть не ниже указанных для соответствующих групп.
2.2.7. По требованию потребителя крепежные изделия из латуни, изготовленные холодной высадкой, должны подвергаться термической обработке для снятия внутренних напряжений.
2.3. Покрытия
2.3.1. Болты, винты, шпильки и гайки должны изготовляться с одним из видов покрытий по табл.5 или без покрытий.
Таблица 5
| Вид покрытия | Обозначение покрытия | |
| по ГОСТ 9.306-85 | цифровое | |
| Цинковое, хроматированное | Ц. хр | 01 |
| Кадмиевое, хроматированное | Кд. хр | 02 |
| Многослойное: медь-никель | М. Н | 03 |
| Многослойное: медь-никель-хром | М. Н. X. б | 04 |
| Окисное, пропитанное маслом | Хим. Окс. прм | 05 |
| Фосфатное, пропитанное маслом | Хим. Фос. прм | 06 |
| Оловянное | О | 07 |
| Медное | М | 08 |
| Цинковое | Ц | 09 |
| Окисное, наполненное хроматами | Ан. Oкс. нхр | 10 |
| Окисное из кислых растворов | Хим. Пас | 11 |
| Серебряное | Ср | 12 |
| Никелевое | Н | 13 |
Допускается применять другие виды покрытий - по ГОСТ 9.303-84.
2.3.2. Выбор толщины покрытий - по ГОСТ 9.303-84.
2.3.3. Технические требования к покрытиям - по ГОСТ 9.301.
2.4. Маркировка
2.4.1.Общие правила маркировки
2.4.1.1. Болты с шестигранной головкой, винты с цилиндрической головкой и шестигранным углублением под ключ, шпильки и гайки шестигранные следует маркировать знаком класса прочности (или группы материала) и клеймом (товарным знаком) завода-изготовителя, а изделия с левой резьбой дополнительно знаком левой резьбы.
Обязательной маркировке подлежат:
- болты с шестигранной головкой классов прочности 4.6, 5.6, 6.6, 8.8, 9.8, 10.9, 12.9;
- винты с цилиндрической головкой и шестигранным углублением под ключ и шпильки классов прочности 8.8, 9.8, 10.9, 12.9;
- гайки классов прочности 05, 8, 9, 10, 12.
(Измененная редакция, Изм. N 1).
2.4.1.2. Изделия, не указанные в п.2.4.1.1 и неуказанных классов прочности, а также изделия, изготовленные методом резания, маркируют по соглашению между изготовителем и потребителем.
2.4.1.3. Знаки маркировки могут быть выпуклыми или углубленными.
2.4.1.4. При маркировке классов прочности допускается не ставить точку, разделяющую первое и второе число знака класса прочности.
При использовании для изделий класса прочности 10.9 низкоуглеродистых мартенситных сталей, знак класса прочности должен быть подчеркнут: 10.9 или 109.
(Измененная редакция, Изм. N 1).
2.4.1.5. Размеры знаков маркировки устанавливает завод-изготовитель.
2.4.2. Маркировка болтов с шестигранной головкой и винтов с цилиндрической головкой и шестигранным углублением под ключ
2.4.2.1. Маркировке подлежат болты и винты с диаметром резьбы d ≥ 6 мм.
2.4.2.2. Знаки маркировки наносят на торцевой или боковой поверхности головки болта или винта (черт.1). Знаки на боковой поверхности головки должны быть углубленными.
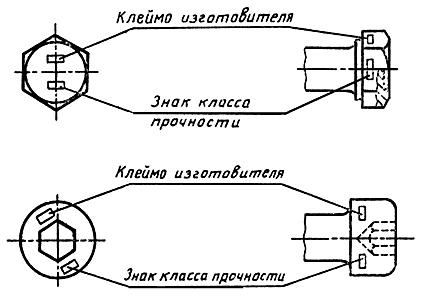
Черт.1
2.4.2.3. При маркировке выпуклыми знаками допускается увеличение наибольшей предельной высоты головки болта или винта на:
- 0,1 мм - для изделий с диаметром резьбы d ≤ 8 мм;
- 0,2 мм - для изделий с диаметром резьбы 8 мм < d ≤ 12 мм;
- 0,3 мм - для изделий с диаметром резьбы d > 12 мм.
2.4.3. Маркировка шпилек
2.4.3.1. Маркировке подлежат шпильки с диаметром резьбы d ≥ 12 мм. Допускается маркировать шпильки с диаметром резьбы d ≥ 8 мм с применением заменительных знаков:
○ - для класса прочности 8.8;
+ - для класса прочности 9.8;
□ - для класса прочности 10.9;
△ - для класса прочности 12.9.
2.4.3.2. Знаки маркировки наносят на торце гаечного конца шпильки.
2.4.4. Маркировка шестигранных гаек
2.4.4.1. Маркировке подлежат гайки с диаметром резьбы d ≥ 6 мм.
2.4.4.2. Знаки маркировки наносят на одной из торцевых поверхностей. В технически обоснованных случаях допускается наносить знаки маркировки на боковых поверхностях гаек (черт.2). Знаки должны быть углубленными.
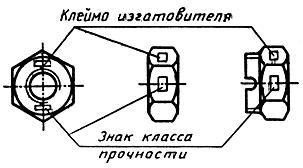
Черт.2
2.4.4.3. Допускается применение циферблатной маркировки гаек (черт.3). В этом случае маркировка наносится на фасках выпуклыми или углубленными знаками или на торцевой поверхности углубленными знаками.
| Класс прочности | 8 | 9 | 10 | 12 |
| Циферблатная маркировка гаек |  |  |  |  |
Черт.3
2.4.5. Маркировка болтов, шпилек и гаек с левой резьбой
2.4.5.1. Знаком левой резьбы является стрелка, указывающая направление ввинчивания болтов, шпильки и навинчивания гайки.
2.4.5.2. Знак левой резьбы наносят на торцевой поверхности головки болта, на одной из торцевых поверхностей гайки (черт.4а), на конце гаечного конца шпильки. В технически обоснованных случаях допускается наносить знак левой резьбы на боковых поверхностях гайки и головках болтов (черт.4б). В этом случае знаки должны быть углубленными.
2.4.5.3. Знак левой резьбы для болтов и гаек может заменяться надрезами на ребрах шестигранников (черт.4в).
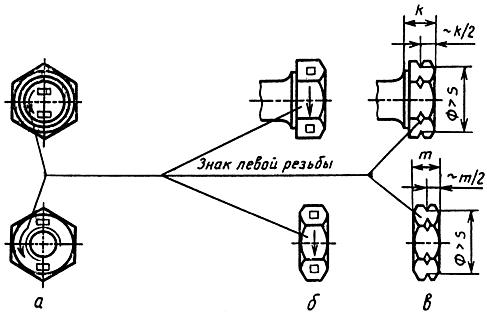
Черт.4
3. ПРИЕМКА
3.1. Правила приемки болтов, винтов, шпилек и гаек - по ГОСТ 17769.
3.2. Каждая партия крепежных изделий должна сопровождаться документом о качестве с указанием:
- наименования или товарного знака завода-изготовителя;
- условного обозначения изделия;
- перечня и результатов проведенных испытаний;
- массы нетто партии;
- средств временной противокоррозионной защиты и срока защиты.
Примечания: 1. Допускается вкладывать документ о качестве изделий в тару или контейнер, при этом должна обеспечиваться сохранность его при транспортировании.
2. До 01.01.92 обязательными испытаниями являлись:
- по ГОСТ 1759.4 для классов прочности 8.8-12.9 определение временного сопротивления и определение ударной вязкости; для классов прочности 4.8; 5.8; 6.8 испытание на прочность соединения головки со стержнем;
- по ГОСТ 1759.5-87 для классов прочности 8-12 испытание пробной нагрузкой.
Остальные испытания проводят по требованию потребителя.
(Измененная редакция, Изм. N 1).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Контроль внешнего вида болтов, винтов, шпилек и гаек должен производиться без применения увеличительных приборов. Допускается в спорных случаях использовать лупу с увеличением 2,5-3x.
4.2. Контроль дефектов поверхности болтов, винтов и шпилек - по ГОСТ 1759.2.
4.3. Контроль дефектов поверхности гаек - по ГОСТ 1759.3.
4.4. Контроль размеров болтов, винтов, шпилек и гаек - по ГОСТ 1759.1-82.
4.5. Притупление углов квадратного подголовка должно проверяться в контрольной матрице с квадратным отверстием, выполненным по 1-му ряду ГОСТ 16030. Под головкой болта должна устанавливаться плоская шайба с отверстием диаметром, большим диаметра описанной окружности подголовка, и толщиной 0,5 высоты подголовка. Проворачивание подготовка в отверстии контрольной втулкиили шаблона не допускается.
4.6. Шероховатость поверхностей болтов, винтов, шпилек и гаек должна проверяться путем сравнения с образцами шероховатости по ГОСТ 9378-93. Допускается осуществлять контроль шероховатости поверхности при помощи измерительных приборов. Шероховатость поверхности изделий, изготовленных методом холодной штамповки, и шероховатость торца стержней, кроме установочных винтов, не контролируется.
4.7. Шероховатость резьбы болтов, винтов и шпилек должна проверяться на боковых поверхностях профиля. Шероховатость резьб, полученных накаткой, и шероховатость резьбы гаек не контролируется и должна обеспечиваться технологией изготовления и инструментом.
4.8. Методы проверки качества и толщины покрытий - по ГОСТ 9.302.
4.9. Методы испытаний и программы испытаний болтов, винтов и шпилек из углеродистых нелегированных и легированных сталей - по ГОСТ 1759.4.
4.10. Испытания болтов, винтов и шпилек из коррозионно-стойких, жаропрочных, жаростойких и теплоустойчивых сталей, а также из цветных сплавов должны проводиться по требованию потребителя в соответствии с табл.6 по методике ГОСТ 1759.4.
Таблица 6
| Механические характеристики | Вид испытаний | Группы материалов | ||||
| 21 | 22, 23, 24, 25, 26 | 31, 35 | 34 | 32, 33 | ||
| Временное сопротивление | Испытание на растяжение | x | x | x | x | x |
| 0 | 0 | 0 | 0 | 0 | ||
| Предел текучести | Испытание на растяжение | x | x | x | - | - |
| Относительное удлинение | Испытание на растяжение | x | x | x | x | x |
| Твердость по Бринеллю | Измерение твердости | x | ||||
| 0 | ||||||
| Ударная вязкость | Испытание ударной вязкости | x | ||||
0 - для болтов, винтов и шпилек с резьбой d ≤ M5 и длиной > 3d;
x - для болтов, винтов и шпилек с резьбой d > M5 и длиной ≥ 3d.
Разрушающие нагрузки приведены в приложении 2, пробные нагрузки - в приложении 4.
Другие испытания болтов, винтов и шпилек проводятся по соглашению между изготовителем и потребителем.
(Измененная редакция, Изм. N 1).
4.11. Методы испытаний гаек из углеродистых нелегированных и легированных сталей - по ГОСТ 1759.5-87.
4.12. Испытания гаек из коррозионно-стойких, жаропрочных, жаростойких и теплоустойчивых сталей, а также гаек из цветных сплавов пробной нагрузкой должны проводиться по требованию потребителя по методике ГОСТ 1759.5-87. Пробные нагрузки приведены в приложении 3.
4.13. При изготовлении болтов, винтов и шпилек резанием, без последующей термообработки, допускается проводить испытание механических свойств на исходном металле или изготовленных из него образцах.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Временная противокоррозионная защита изделий, упаковка, маркировка тары, транспортирование и хранение - по ГОСТ 18160.
ПРИЛОЖЕНИЕ 1 (рекомендуемое).Схема условного обозначения болтов, винтов, шпилек и гаек
Условное обозначение болтов, винтов, шпилек и гаек должно записываться по следующей схеме:
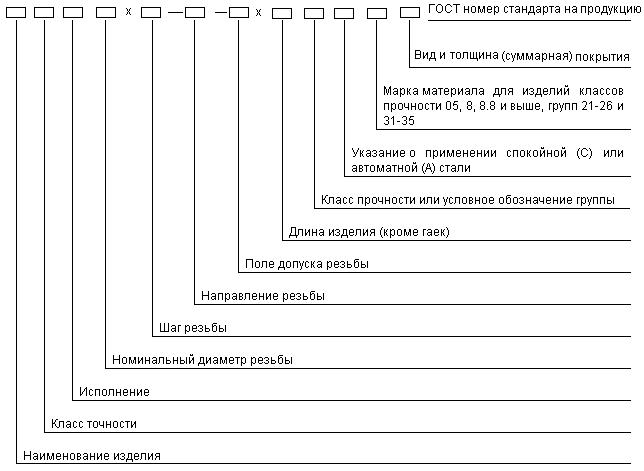
Примеры условных обозначений крепежных изделий.Винт - по ГОСТ 17473 класса точности А, исполнения 2, диаметром резьбы d=12 мм с мелким шагом резьбы, с полем допуска резьбы 6е, длиной l=60, класса прочности 5.8, из спокойной стали с цинковым покрытием толщиной 9 мкм, хроматированным
Винт А2М12 x 1,25-6е x 60.58.С.019ГОСТ 17473-80
Гайка - по ГОСТ 5916-70 исполнения 2, диаметром резьбы d=12 мм, с мелким шагом резьбы, с левой резьбой, с полем допуска 6Н, класса прочности 05, из стали марки 40Х, с цинковым покрытием толщиной 6 мкм, хроматированным
Гайка 2М12x1,25LH-6Н.05.40Х.016 ГОСТ 5916-70
Примечания:
1. В условном обозначении не указывают:
- исполнение 1, крупный шаг резьбы, правую резьбу, отсутствие покрытия, а также параметры, однозначно определяемые стандартами на продукцию;
- класс точности В, если стандартом на конкретное крепежное изделие предусматривается 2 класса точности (А и В).
2. Если применяется покрытие, не предусмотренное настоящим стандартом, его обозначение указывается по ГОСТ 9.306-85.
ПРИЛОЖЕНИЕ 2 (обязательное)
Таблица 7
Минимальные разрушающие нагрузки для болтов, винтов и шпилек с крупным шагом резьбы
| Номинальный диаметр резьбы d, мм | Шаг резьбы P, мм | Номинальная площадь поперечного сеченияAs, мм² | Минимальная разрушающая нагрузка, H, для условных обозначений групп | ||||||||
| 21 | 22 | 23 | 24; 25 | 26 | 31 | 32; 33 | 34 | 35 | |||
| 4 | 0,7 | 8,78 | 4470 | 5170 | 6050 | 7720 | 9470 | 2280 | 2720 | 4290 | 3240 |
| 5 | 0,8 | 14,2 | 7240 | 8380 | 9800 | 12500 | 15300 | 3690 | 4400 | 6960 | 5250 |
| 6 | 1 | 20,1 | 10300 | 11900 | 13900 | 17700 | 21700 | 5230 | 6230 | 9850 | 7440 |
| 7 | 1 | 28,9 | 14700 | 17000 | 19900 | 25300 | 31100 | 7500 | 8900 | 14100 | 10660 |
| 8 | 1,25 | 36,6 | 18700 | 21600 | 25300 | 32200 | 39500 | 9520 | 11З00 | 17900 | 13500 |
| 10 | 1,5 | 58,0 | 30100 | 34800 | 40700 | 51900 | 63700 | 15100 | 18000 | 28400 | 21500 |
| 12 | 1,75 | 84,3 | 42900 | 49700 | 58100 | 74100 | 90900 | 21900 | 26100 | 41300 | 31200 |
| 14 | 2 | 115 | 58700 | 67900 | 79400 | 101000 | 124000 | 29900 | 35700 | 56400 | 42600 |
| 16 | 2 | 157 | 80100 | 92600 | 108000 | 138000 | 170000 | 40800 | 48700 | 76900 | 58100 |
| 18 | 2,5 | 192 | 97900 | 113000 | 132000 | 169000 | 207000 | 49900 | 52500 | 94100 | 71000 |
| 20 | 2,5 | 245 | 125000 | 145000 | 169000 | 216000 | 265000 | 63700 | 76000 | 120000 | 90700 |
| 22 | 2,5 | З0З | 155000 | 179000 | 209000 | 267000 | 327000 | 78800 | 93900 | 148000 | 112000 |
| 24 | 3 | 353 | 176000 | 208000 | 243000 | 310000 | 380000 | 91500 | 109000 | 172000 | 130000 |
| 27 | 3 | 459 | 234000 | 271000 | 317000 | 404000 | 496000 | 119000 | 142000 | 225000 | 170000 |
| 30 | 3,5 | 561 | 286000 | 330000 | 386000 | 493000 | 605000 | 146000 | 174000 | 274000 | 207000 |
| 33 | 3,5 | 694 | 353000 | 410000 | 478000 | 610000 | 748000 | 180000 | 215000 | 340000 | 256000 |
| 36 | 4 | 817 | 416000 | 480000 | 563000 | 718000 | 881000 | 212000 | 253000 | 400000 | 302000 |
| 39 | 4 | 976 | 497000 | 575000 | 673000 | 860000 | 1053000 | 253500 | 302000 | 478000 | 361000 |
| 42 | 4,5 | 1120 | 571000 | 661000 | 773000 | 986000 | 1210000 | 291000 | 347000 | 549000 | 414000 |
| 45 | 4,5 | 1306 | 666000 | 770000 | 901000 | 1150000 | 1410000 | 339600 | 405000 | 640000 | 483000 |
| 48 | 5 | 1472 | 751000 | 868000 | 1020000 | 1300000 | 1590000 | 383000 | 456000 | 721000 | 545000 |
Таблица 8
Минимальные разрушающие нагрузки для болтов, винтов и шпилек с мелким шагом резьбы
| Номинальный диаметр резьбы d, мм | Шаг резьбы P, мм | Номинальная площадь сечения As, мм² | Минимальная разрушающая нагрузка, H, для условных обозначений групп | ||||||||
| 21 | 22 | 23 | 24; 25 | 26 | 32; 33 | 34 | 35 | ||||
| 8 | 1 | 39,2 | 19900 | 23100 | 27000 | 34400 | 42200 | 10200 | 12100 | 19200 | 14500 |
| 10 | 1,25 | 61,2 | 31200 | 36100 | 42200 | 53900 | 66100 | 15900 | 19000 | 30000 | 22600 |
| 12 | 1,25 | 92,1 | 46900 | 54300 | 63500 | 81000 | 99400 | 23900 | 28500 | 45100 | 34000 |
| 14 | 1,5 | 125 | 63200 | 73200 | 85600 | 109000 | 134000 | 32200 | 38400 | 60800 | 45900 |
| 16 | 1,5 | 167 | 85200 | 98500 | 115000 | 147000 | 180000 | 43400 | 51800 | 81800 | 61800 |
| 18 | 1,5 | 216 | 110000 | 127000 | 149000 | 190000 | 233000 | 56200 | 67000 | 106000 | 79900 |
| 20 | 1,5 | 272 | 138000 | 160000 | 187000 | 238000 | 293000 | 70500 | 84000 | 133000 | 100000 |
| 22 | 1,5 | 333 | 170000 | 196000 | 230000 | 293000 | 360000 | 86600 | 103000 | 163000 | 123000 |
| 24 | 2 | 384 | 196000 | 227000 | 265000 | 338000 | 415000 | 998000 | 119000 | 188000 | 142000 |
| 27 | 2 | 496 | 252000 | 292000 | 342000 | 436000 | 535000 | 129000 | 153000 | 243000 | 183000 |
| 30 | 2 | 621 | 317000 | 366000 | 428000 | 546000 | 671000 | 161000 | 193000 | 304000 | 230000 |
| 33 | 2 | 761 | 388000 | 449000 | 525000 | 670000 | 822000 | 198000 | 236000 | 373000 | 282000 |
| 36 | 3 | 865 | 441000 | 510000 | 596000 | 760000 | 933000 | 225000 | 268000 | 423000 | 320000 |
| 39 | 3 | 1030 | 525000 | 608000 | 711000 | 906000 | 1112000 | 268000 | 319000 | 505000 | 381000 |
| 42 | 3 | 1205 | 615000 | 711000 | 830000 | 1060000 | 1300000 | 313000 | 374000 | 590000 | 446000 |
| 45 | 3 | 1400 | 714000 | 826000 | 966000 | 1232000 | 1512000 | 364000 | 434000 | 686000 | 518000 |
| 48 | 3 | 1603 | 818000 | 946000 | 111000* | 1411000 | 1731000 | 417000 | 497000 | 785000 | 593000 |
* Соответствует оригиналу.
ПРИЛОЖЕНИЕ 3 (обязательное)
Таблица 9
Пробная нагрузка для гаек с высотой m ≥ 0,8d с крупным шагом резьбы
| Номинальный диаметр резьбы d, мм | Шаг резьбы P, мм | Площадь поперечного сечения оправкиAs, мм² | Пробная нагрузка, H, для условных обозначений групп | ||||||||
| 22 | 23 | 24; 25 | 26 | 31 | 32; 33 | 34 | 35 | ||||
| 1,6 | 0,35 | 1,27 | 650 | 750 | 880 | 1120 | 1370 | 330 | 390 | 620 | 470 |
| 2 | 0,4 | 2,07 | 1060 | 1220 | 1430 | 1820 | 2240 | 540 | 640 | 1010 | 770 |
| 2,5 | 0,45 | 3,39 | 1730 | 2000 | 2340 | 2980 | 3660 | 880 | 1050 | 1660 | 1250 |
| 3 | 0,5 | 5,03 | 2570 | 2970 | 3470 | 4430 | 5430 | 1310 | 1560 | 2460 | 1860 |
| 3,5 | 0,6 | 6,78 | 3450 | 3990 | 4670 | 5960 | 7310 | 1760 | 2100 | 3320 | 2500 |
| 4 | 0,7 | 8,78 | 4470 | 5170 | 6050 | 7720 | 9470 | 2280 | 2720 | 4300 | 3240 |
| 5 | 0,8 | 14,2 | 7240 | 8380 | 9800 | 12500 | 15300 | 3690 | 4400 | 6960 | 5250 |
| 6 | 1 | 20,1 | 10300 | 11900 | 13900 | 17700 | 21700 | 5230 | 6230 | 9850 | 7440 |
| 7 | 1 | 28,9 | 14700 | 17000 | 19900 | 25300 | 31100 | 7490 | 8930 | 14100 | 10700 |
| 8 | 1,25 | 36,6 | 18700 | 21600 | 25300 | 32200 | 39500 | 9520 | 11300 | 17900 | 13500 |
| 10 | 1,5 | 58,0 | 29600 | 34200 | 40000 | 51000 | 62600 | 15100 | 18000 | 28400 | 21500 |
| 12 | 1,75 | 84,3 | 49200 | 49700 | 58100 | 74100 | 90900 | 21900 | 26100 | 41300 | 31200 |
| 14 | 2 | 115 | 587000 | 67900 | 79400 | 101000 | 124000 | 29900 | 35700 | 56400 | 42600 |
| 16 | 2 | 157 | 80100 | 92600 | 108000 | 138000 | 170000 | 40800 | 48700 | 76900 | 58100 |
| 18 | 2,5 | 192 | 97900 | 113000 | 132000 | 169000 | 207000 | 49900 | 59500 | 94100 | 71000 |
| 20 | 2,5 | 245 | 125000 | 145000 | 169000 | 216000 | 265000 | 63700 | 76000 | 120000 | 90700 |
| 22 | 2,5 | 303 | 155000 | 179000 | 209000 | 267000 | 327000 | 78800 | 93900 | 148000 | 112000 |
| 24 | 3 | 353 | 180000 | 208000 | 243000 | 310000 | 380000 | 91500 | 109000 | 172000 | 130000 |
| 27 | 3 | 459 | 234000 | 271000 | 317000 | 404000 | 496000 | 119000 | 142000 | 225000 | 170000 |
| 30 | 3,5 | 561 | 286000 | 330000 | 386000 | 493000 | 605000 | 146000 | 174000 | 274000 | 207000 |
| 33 | 3,5 | 694 | 353000 | 409000 | 478000 | 610000 | 748000 | 180000 | 215000 | 340000 | 256000 |
| 36 | 4 | 817 | 416000 | 480000 | 563000 | 718000 | 881000 | 212000 | 253000 | 400000 | 302000 |
| 39 | 4 | 976 | 497000 | 575000 | 673000 | 858000 | 1053000 | 254000 | 302000 | 478000 | 361000 |
| 42 | 4,5 | 1120 | 571000 | 661000 | 773000 | 986000 | 1210000 | 291000 | 347000 | 549000 | 414000 |
| 45 | 4,5 | 1305 | 666000 | 770000 | 900000 | 1148000 | 1409000 | 339000 | 405000 | 640000 | 483000 |
| 48 | 5 | 1472 | 751000 | 868000 | 1016000 | 1296000 | 1590000 | 383000 | 456000 | 721000 | 545000 |
Таблица 10
Пробные нагрузки для гаек высотой m ≥ 0,8d с мелким шагом резьбы
| Номинальный диаметр резьбы d, мм | Шаг резьбы P, мм | Площадь поперечного сечения оправкиAs, мм² | Пробная нагрузка, H, для условных обозначений групп | ||||||||
| 21 | 22 | 23 | 24; 25 | 26 | 31 | 32; 33 | 34 | 35 | |||
| 8 | 1 | 39,2 | 19900 | 23100 | 27000 | 34400 | 42200 | 10200 | 12100 | 19200 | 14500 |
| 10 | 1 | 64,5 | 32900 | 38100 | 44500 | 56800 | 69700 | 16800 | 20000 | 31600 | 23900 |
| 10 | 1,25 | 61,2 | 31200 | 36100 | 42200 | 53900 | 66100 | 15900 | 19000 | 30000 | 22600 |
| 12 | 1,25 | 92,1 | 46900 | 54300 | 63500 | 81000 | 99400 | 23900 | 28500 | 45100 | 34000 |
| 12 | 1,5 | 88,1 | 44900 | 52000 | 60800 | 77500 | 95100 | 22900 | 27300 | 43200 | 32600 |
| 14 | 1,5 | 125 | 63200 | 73200 | 85600 | 109000 | 134000 | 32200 | 38400 | 60800 | 45900 |
| 16 | 1,5 | 167 | 85200 | 98500 | 115000 | 147000 | 180000 | 43400 | 51800 | 81800 | 61800 |
| 18 | 1,5 | 216 | 110000 | 127000 | 149000 | 190000 | 233000 | 56200 | 67000 | 106000 | 79900 |
| 18 | 2 | 204 | 104000 | 120000 | 141000 | 180000 | 220000 | 53000 | 63200 | 100000 | 75500 |
| 20 | 1,5 | 272 | 138000 | 100000 | 187000 | 238000 | 293000 | 70500 | 84000 | 133000 | 100000 |
| 20 | 2 | 258 | 132000 | 152000 | 178000 | 227000 | 279000 | 67100 | 80000 | 126000 | 95500 |
| 22 | 1,5 | 333 | 170000 | 196000 | 230000 | 293000 | 360000 | 86600 | 103000 | 163000 | 123000 |
| 22 | 2 | 318 | 162000 | 188000 | 219000 | 280000 | 343000 | 82700 | 98600 | 156000 | 118000 |
| 24 | 1,5 | 401 | 205000 | 237000 | 277000 | 353000 | 433000 | 104000 | 124000 | 196000 | 148000 |
| 24 | 2 | 384 | 196000 | 327000 | 265000 | 338000 | 415000 | 99800 | 119000 | 188000 | 142000 |
| 27 | 2 | 496 | 252000 | 292000 | 342000 | 436000 | 535000 | 129000 | 153000 | 243000 | 183000 |
| 30 | 2 | 621 | 317000 | 366000 | 428000 | 546000 | 671000 | 161000 | 193000 | 304000 | 230000 |
| 33 | 2 | 761 | 388000 | 448000 | 524000 | 669000 | 821000 | 198000 | 236000 | 372000 | 281000 |
| 36 | 3 | 865 | 441000 | 510000 | 596000 | 760000 | 933000 | 225000 | 268000 | 423000 | 320000 |
| 39 | 3 | 1030 | 524000 | 607000 | 709000 | 905000 | 1105000 | 266000 | 317000 | 501000 | 379000 |
| 42 | 3 | 1205 | 615000 | 711000 | 831000 | 1060000 | 1301000 | 313000 | 374000 | 590000 | 446000 |
| 45 | 3 | 1397 | 712000 | 824000 | 964000 | 1229000 | 1509000 | 363000 | 433000 | 685000 | 517000 |
| 48 | 3 | 1603 | 818000 | 946000 | 1122000 | 1411000 | 1731000 | 417000 | 497000 | 785000 | 593000 |
ПРИЛОЖЕНИЕ 4 (обязательное)
Таблица 11
Пробные нагрузки для болтов, винтов и шпилек с крупным шагом резьбы
| Номинальный диаметр резьбы d, мм | Шаг резьбы P, мм | Номинальная площадь поперечного сеченияAs, мм² | Пробная нагрузка, H, для условных обозначений групп | ||||
| 21 | 22 | 23; 24 | 25 | 26 | |||
| 4 | 0,70 | 8,78 | 1540 | 2720 | 4260 | 5790 | 6590 |
| 5 | 0,80 | 14,20 | 2490 | 4400 | 6890 | 9370 | 10700 |
| 6 | 1,00 | 20,10 | 3520 | 6230 | 9760 | 13300 | 15100 |
| 7 | 1,00 | 28,90 | 5068 | 8960 | 14000 | 19100 | 21700 |
| 8 | 1,25 | 36,60 | 6410 | 11300 | 17800 | 24200 | 27500 |
| 10 | 1,50 | 58,00 | 10200 | 18000 | 28100 | 38300 | 43500 |
| 12 | 1,75 | 84,30 | 14800 | 26100 | 40900 | 55600 | 63200 |
| 14 | 2,00 | 115,00 | 20100 | 35700 | 55800 | 75900 | 86300 |
| 16 | 2,00 | 157,00 | 27500 | 48700 | 76100 | 104000 | 118000 |
| 18 | 2,50 | 192,00 | 33600 | 59500 | 93100 | 127000 | 144000 |
| 20 | 2,50 | 245,00 | 42900 | 76000 | 119000 | 162000 | 184000 |
| 22 | 2,50 | 303,00 | 53000 | 93900 | 147000 | 200000 | 227000 |
| 24 | 3,00 | 353,00 | 61800 | 109000 | 171000 | 233000 | 265000 |
| 27 | 3,00 | 459,00 | 80300 | 142000 | 223000 | 303000 | 344000 |
| 30 | 3,50 | 561,00 | 98000 | 174000 | 272000 | 370000 | 421000 |
| 33 | 3,50 | 694,00 | 121000 | 215000 | 337000 | 458000 | 521000 |
| 36 | 4,00 | 817,00 | 143000 | 253000 | 396000 | 539000 | 613000 |
| 39 | 4,00 | 976,00 | 171000 | 303000 | 473000 | 644000 | 732000 |
| 42 | 4,50 | 1120,00 | 196000 | 347000 | 540000 | 739000 | 840000 |
| 45 | 4,50 | 1306,00 | 229000 | 405000 | 633000 | 862000 | 980000 |
| 48 | 5,00 | 1472,00 | 258000 | 456000 | 714000 | 972000 | 1104000 |
Таблица 12
Пробные нагрузки для болтов, винтов и шпилек с мелким шагом резьбы
| Номинальный диаметр резьбы d, мм | Шаг резьбы P, мм | Номинальная площадь поперечного сеченияAs, мм² | Пробная нагрузка, H, для условных обозначений групп | ||||
| 21 | 22 | 23; 24 | 25 | 26 | |||
| 8 | 1,00 | 39,2 | 6840 | 12200 | 19000 | 25800 | 29400 |
| 10 | 1,25 | 61,2 | 10700 | 19000 | 29700 | 40400 | 45900 |
| 12 | 1,25 | 92,1 | 16100 | 28600 | 44700 | 60800 | 69000 |
| 14 | 1,50 | 125,0 | 21900 | 38800 | 60600 | 82500 | 93800 |
| 16 | 1,50 | 167,0 | 29200 | 51800 | 81000 | 110000 | 125000 |
| 18 | 1,50 | 216,0 | 37800 | 67000 | 105000 | 143000 | 162000 |
| 20 | 1,50 | 272,0 | 47600 | 84000 | 132000 | 179000 | 204000 |
| 22 | 1,50 | 333,0 | 58300 | 103000 | 162000 | 220000 | 250000 |
| 24 | 2,00 | 384,0 | 67200 | 119000 | 186000 | 253000 | 288000 |
| 27 | 2,00 | 496,0 | 86800 | 154000 | 241000 | 327000 | 372000 |
| 30 | 2,00 | 621,0 | 109000 | 193000 | 301000 | 410000 | 466000 |
| 33 | 2,00 | 761,0 | 133000 | 236000 | 369000 | 502000 | 571000 |
| 36 | 3,00 | 865,0 | 151000 | 268000 | 419000 | 571000 | 649000 |
| 39 | 3,00 | 1030,0 | 180000 | 319000 | 500000 | 680000 | 773000 |
| 42 | 3,00 | 1205,0 | 211000 | 374000 | 584000 | 795000 | 904000 |
| 45 | 3,00 | 1400,0 | 245000 | 434000 | 679000 | 924000 | 1050000 |
| 48 | 3,00 | 1603,0 | 281000 | 497000 | 777000 | 1058000 | 1202000 |
ПРИЛОЖЕНИЕ 5 (обязательное)
1. Фаска на опорной поверхности болтов - под углом не более 15° (черт.5).
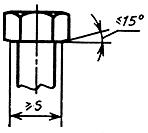
S - размер под ключ.Черт.5
2. Притупление ребер шестигранника или квадрата к опорной поверхности или торцу головки болта и к опорной поверхности гайки не более 0,25 высоты головки болта или гайки (черт.6).
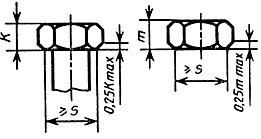
S - размер под ключ.Черт.6
3. Скругление ребер шестигранника или квадрата не должно выводить диаметр описанной окружности за наименьший предельный размер.
4. Скругление пояска головок у болтов и винтов с потайной и полупотайной головками и кромок у болтов и винтов с полукруглой и цилиндрической головками не должно выводить диаметр головок за наименьший предельный размер.
5. Допускается недопрессовка в виде среза вершины полукруглой, сферической и полупотайной головок, если диаметр площадки среза не превышает 30% номинального диаметра головки для класса точности А, 40% номинального диаметра головки для классов точности В и С. Недопрессовка не должна выводить высоту головки за наименьший предельный размер.
6. Уклон образующей головки не более 5° и сфера на верхнем торце головки не должны выводить высоту цилиндрической головки за наибольший предельный размер (черт.7).
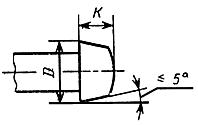
Черт.7
7. Уменьшение минимального диаметра головки в направлении шлица не должно превышать:
- 0,3 мм - для винтов с диаметром резьбы до 2 мм;
- 0,6 мм - для винтов с диаметром резьбы свыше 2 мм до 6 мм;
- 0,8 мм - для винтов с диаметром резьбы свыше 6 мм.
8. Уменьшение минимального диаметра полукруглых и потайных головок в направлении уса или ребер квадратного подголовка не должно превышать:
- 0,6 мм - для болтов с диаметром головки до 30 мм;
- 0,8 мм - для болтов с диаметром головки свыше 30 мм.
9. Притупление углов квадратного подголовка не должно приводить к проворачиванию болтов в контрольной матрице.
10. Утолщение диаметра стержня под головкой болтов и винтов. Для изделий классов точности А и В не более:
- 0,50* мм на длине 5 мм диаметр резьбы до 16 мм;
- 0,1 мм на длине 8 мм диаметр резьбы от 16 до 27 мм;
- 0,2 мм на длине 10 мм диаметр резьбы свыше 27 мм.
* Соответствует оригиналу.
Для изделий класса точности С не более предельных отклонений по полю допуска +JT14 на длине двух номинальных диаметров резьбы.
11. Косой срез стержня (черт.8) шириной не более:
- одного шага резьбы - для классов точности А и В;
- двух шагов резьбы - для класса точности С.

Черт.8
12. Зенковка отверстий под шплинт - диаметром не более 1,5 диаметра отверстия.
13. Уклон стенок шлица (угол α - черт.9) не более:
- 3° - для класса точности А;
- 5° - для классов точности В и С.
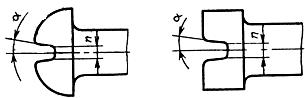
Черт.9
14. Допускается центровое отверстие на торцевой части головки и стержня.
15. Допускается отсутствие концевой фаски на изделиях класса точности С с накатанной резьбой и на стержнях винтов класса точности А и В с накатанной резьбой.
По соглашению между потребителем и изготовителем допускается отсутствие концевой фаски на стержнях болтов и шпилек классов точности А и В с накатанной резьбой.
16. Допускается скругление верхнего торца головки вместо фаски у болтов с углублением в головке.
17. Допускается вогнутость дна шлицев в направлении его длины с кривизной, соответствующей радиусу стандартной шлицевой или пазовой фрезы, а также выпуклость с радиусом не менее 90 мм - для винтов с диаметром резьбы до 12 мм и не менее 150 мм - для винтов с диаметром резьбы более 12 мм.
18. Наличие в витках резьбы гаек кратера (при изготовлении резьбы накаткой) не должно выводить размеры резьбы за предельные отклонения.
Конец документа
Хотите оперативно узнавать о новых публикациях нормативных документов на портале? Подпишитесь на рассылку новостей!
Все ГОСТы >> ГОСТы «Металлопрокат, металлоконструкции, метизы, ковка, композитные материалы >>