ГОСТ 270-75
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗИНА
МЕТОД ОПРЕДЕЛЕНИЯ
УПРУГОПРОЧНОСТНЫХ СВОЙСТВ
ПРИ РАСТЯЖЕНИИ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
РЕЗИНА Метод определения упругопрочностных свойств при растяжении Rubber. Method of the
determination elastic |
ГОСТ |
Дата введения 01.01.78
Настоящий стандарт распространяется на резину и устанавливает метод определения упруго-прочностных свойств при растяжении по показателям: прочности при растяжении, относительному удлинению при разрыве, напряжению при заданном удлинении.
Сущность метода заключается в растяжении образцов с постоянной скоростью до разрыва и измерении силы при заданных удлинениях и в момент разрыва и удлинения образца в момент разрыва.
(Измененная редакция, Изм. № 2).
1.1. Образцы для испытания должны иметь форму двусторонней лопатки или кольца.
Форму и тип образца, а также способ изготовления указывают в нормативно-технической документации на изделие.
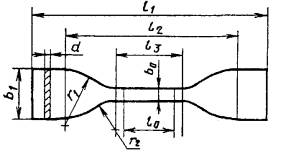
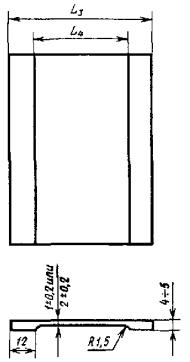
1.2. Типы и размеры образцов двусторонних лопаток должны соответствовать чертежу и таблице.
мм
|
Размер |
Тип образца |
|||||
|
I |
II |
III |
IV |
V |
VII |
|
|
l1 - общая длина, не менее |
115 |
110 |
75 |
55 |
115 |
35 |
|
b1 - ширина широкой части |
25,0 ± 1,0 |
25,0 ± 1,0 |
12,5 ± 1,0 |
9,0 ± 1,0 |
25,0 ± 1,0 |
6,0 ± 0,5 |
|
l3 - длина узкой части |
33,0 ± 1,0 |
30,0 ± 1,0 |
25,0 ± 1,0 |
12,5 ± 1,0 |
60,0 ± 1,0 |
12,0 ± 0,5 |
|
b0 - ширина узкой части |
6,0+04 |
3,0+0,2 |
4,0 ± 0,1 |
2,0 ± 0,1 |
6,0+04 |
2,0 ± 0,1 |
|
l2 - расстояние между линиями, определяющими положение большего радиуса |
80 ± 5 |
80 ± 5 |
50 ± 3 |
33 ± 3 |
103 ± 5 |
21 ± 2 |
|
r2 - малый радиус |
14,0 ± 1,0 |
14,0 ± 1,0 |
8,0 ± 0,1 |
7,0 ± 0,5 |
14,0 ± 1,0 |
3,0 ± 0,1 |
|
r1 - большой радиус |
25,0 ± 1,0 |
20,0 ± 1,0 |
12,5 ± 1,0 |
9,0 ± 1,0 |
25,0 ± 1,0 |
3,0 ± 0,1 |
|
l0 - расстояние между метками |
25,0 ± 1,0 |
25,0 ± 1,0 |
20,0 ± 1,0 |
10,0 ± 1,0 |
50,0 ± 1,0 |
10,0 ± 1,0 |
|
d - толщина |
1,0 ± 0,2 или 2,0 ± 0,2 |
|||||
Размеры образцов, кроме толщины, определяются размерами штанцевых ножей и после вырубки не контролируются. Предельные отклонения даны для штанцевых ножей.
Образцы типа VII применяют, если из изделий нельзя вырубить образцы типов I-V.
Образцы из готовых изделий могут иметь толщину не более 3 мм.
(Измененная редакция, Изм. № 1, 2).
1.3. Образцы вырубают из вулканизованных пластин толщиной (1,0 ± 0,2) мм или (2,0 ± 0,2) мм ножами. Форма ножа и угол заточки режущей кромки даны в приложении 1.
Вырубные ножи не должны иметь повреждений на режущей кромке.
(Измененная редакция, Изм. № 2).
1.4. Разность между максимальной и минимальной шириной ножа в пределах узкой части не должна превышать 0,05 мм.
1.5. Разность между максимальной и минимальной толщиной образца в узкой части не должна превышать 0,1 мм.
1.6. На узкую часть образца наносят параллельные метки для измерения удлинения. Метки в виде линий наносят штампом с шириной кромок не более 0,5 мм. Схема штампа дана в приложении 1.
1.4-1.6. (Измененная редакция, Изм. № 1).
1.7. Для обеспечения одинаковой установки образцов в захватах допускается наносить установочные метки, расстояние между которыми для образцов типов I и II составляет (50 ± 1) мм, для типа III - (40 ± 1) мм, для типа IV - (25 ± 1) мм, для типа V - (80 ± 1) мм, для типа VII - (20 ± 1) мм.
(Измененная редакция, Изм. № 1, 2).
1.8. Метки должны быть нанесены симметрично относительно центра образца. Краска для нанесения меток не должна вызывать изменения свойств резин, влияющих на результаты испытаний.
Допускается наносить метки другим способом.
1.9. Для лучшего закрепления образцов в захватах применяют образцы с наплывами. Форма и размеры пластин для вырубки таких образцов даны в приложении 1. Наплывы должны быть расположены симметрично относительно центра образца.
1.10. Образцы заготавливают в соответствии с ГОСТ 269.
Допускаемое отклонение от заданного значения по ширине кольца не должно быть более ±0,02 мм.
1.12. Толщина образцов должна быть (4,0 ± 0,2) мм или (6,0 ± 0,3) мм.
1.11; 1.12. (Измененная редакция, Изм. № 1).
1.12а. Кольцевой образец для испытания должен быть внутренним диаметром (8,0 ± 0,1) мм, наружным диаметром (10,0 ± 0,1) мм и толщиной (1,0 ± 0,1) мм.
(Введен дополнительно, Изм. № 3).
1.13. Образцы вырубают из пластин штанцевыми ножами или вырезают на машинах с вращающимися ножами. Схема штанцевого ножа для вырубки кольцевых образцов дана в приложении 1.
Допускается заготовка колец вулканизацией в пресс-формах, обеспечивающих размеры по пп. 1.11, 1.12. При этом результаты испытаний колец, вырубленных или вырезанных и свулканизованных в пресс-формах, не сопоставимы.
1.14. Количество испытуемых образцов должно быть не менее пяти.
2.1. Машина для испытания должна обеспечивать:
измерение силы при заданных удлинениях и в момент разрыва с погрешностью измерения силы при прямом ходе (нагружении) не более ±1 % от измеряемой силы, начиная с 0,2 от наибольшего предельного значения каждого диапазона измерения;
ход активного захвата не менее 1000 мм;
скорость движения активного захвата (500 ± 50) и (1000 ± 50) мм/мин;
измерение расстояния между метками и захватами при растяжении образца устройством с ценой деления шкалы не более 1 мм или градуированным в процентах относительного удлинения. Допускаются другие способы измерения удлинения образцов.
(Измененная редакция, Изм. № 1, 2).
2.2. Предпочтительнее машины с безынерционным силоизмерителем. Для машин с маятниковым силоизмерителем шкалу нагрузок выбирают так, чтобы измеряемая сила была от 20 до 90 % предельного значения шкалы.
(Измененная редакция, Изм. № 1).
2.3. Зажимы для образцов лопаток должны обеспечивать надежное закрепление образца по установочным меткам или наплывам при равномерном давлении по всей его ширине.
2.4. Для закрепления образцов кольцевой формы применяют два металлических ролика диаметром (25,00 ± 0,25) мм. Во время испытания нижний ролик должен принудительно вращаться, а верхний - свободно вращаться вокруг своей оси.
2.5. Рекомендуется применять разрывную машину, снабженную устройством, регистрирующим силу в зависимости от удлинения образца.
Допускаемая погрешность регистрации силы на диаграмме должна быть ±2 %, а удлинения - ±3 % от измеряемой величины.
Допускается применять машины со шкалами, градуированными в единицах напряжения и с печатающими устройствами. Суммарная погрешность регистрации показателей должна быть ±5 %.
2.6. Испытания при повышенных температурах проводят на машине, снабженной термокамерой, которая должна обеспечивать поддержание необходимой температуры в рабочем объеме (ограниченном захватами машины в момент разрыва образца) с допускаемой погрешностью, °С
До 150........................……..…....±2,0
От 150 до 200 ...................…......±3,0
Св. 200 .............................……...±5,0
2.4-2.6. (Измененная редакция, Изм. № 1, 2).
3.1. Образцы после вулканизации выдерживают в соответствии с требованиями ГОСТ 269.
Для образцов из готовых изделий допускается продолжительность выдержки после вулканизации не менее 6 ч.
(Измененная редакция, Изм. № 1).
3.2. Образцы перед испытанием кондиционируют в соответствии с требованиями ГОСТ 269.
(Измененная редакция, Изм. № 2).
3.3. Толщину образцов измеряют толщиномером по ГОСТ 11358 с нормированным измерительным усилием, ценой деления шкалы 0,01 мм и диаметром измерительной площадки не более 16 мм.
Допускается применять другие виды толщиномеров, соответствующие указанным требованиям, а также измерять толщину образцов другими способами.
Толщину образцов лопаток измеряют на узкой части, а образцов колец - в разных местах по окружности не менее чем в трех точках. За результат измерения принимают среднее арифметическое всех измерений.
3.4. За ширину образца лопатки принимают расстояние между режущими кромками ножа в его узком участке.
3.3, 3.4. (Измененная редакция, Изм. № 1).
3.5. Ширину образца кольца измеряют толщиномером с ценой деления шкалы 0,01 мм с пяткой и наконечниками, профилированными по дуге кольца, не менее чем в трех точках.
За результат измерения принимают среднее арифметическое всех измерений.
3.6. Допускается площадь поперечного сечения кольца (S) в (см2) вычислять исходя из его массы, плотности резины и длины средней окружности образца кольца по формуле
 ,
,
где т - масса образца, г, определенная с погрешностью взвешивания не более 0,01 г;
r - плотность резины, определенная по ГОСТ 267, г/см3;
lср - длина средней окружности кольца с размерами, указанными в п. 1.11, составляющая p×4,86 » 15,2 см.
4.1. Испытания проводят при температуре (23±2) °С и скорости движения активного захвата (500 ± 50) мм/мин.
Допускается проводить испытания при повышенных температурах рекомендуемого ряда: 70 ± 2; 100 ± 2; 125 ± 2; 150 ± 2; 200 ± 3; 250 ± 5°С.
Рекомендуется испытания образцов типа V проводить со скоростью движения активного захвата (1000 ± 50) мм/мин.
(Измененная редакция, Изм. № 2).
4.2. Образец в форме лопатки закрепляют в захватах машины по установочным меткам так, чтобы ось образца совпадала с направлением растяжения. При испытании образцов с наплывами их закрепляют в захватах по краям наплывов.
Образец кольцо надевают на два сближенных ролика.
Примечание. При работе с самоподжимающими зажимами с валиками образец лопатку закрепляют таким образом, чтобы установочные метки находились посередине наружной стороны поджимающих валиков.
(Измененная редакция, Изм. № 1).
4.3. Проверяют нулевые установки приборов, измеряющих силу и удлинение, и приводят в действие механизм растяжения. В ходе непрерывного растяжения образца фиксируют силу, соответствующую заданным удлинениям.
4.4. В момент разрыва образца фиксируют силу и расстояние между метками для образцов лопаток или расстояние между центрами роликов для образцов колец.
Для образцов лопаток типа I допускается измерение расстояния между захватами при отсутствии выползания из них образца при растяжении. При этом относительное удлинение вычисляют по п. 5.3.
(Измененная редакция, Изм. № 1).
4.5. Для образцов лопаток типов I, II, V с наплывами допускается измерение расстояния между наплывами при условии применения зажимов, приведенных в приложении 1.
(Измененная редакция, Изм. № 2).
4.6. При установке образцов в зажиме необходимо следить за тем, чтобы наплыв плотно прилегал к поворотной пластинке зажима в соответствии с приложением 1.
4.7. При разрыве образца за пределами узкой части результаты испытаний не учитывают.
(Измененная редакция, Изм. № 1).
4.8. При необходимости определения относительной остаточной деформации после разрыва измерение и вычисление результатов проводят по приложению 2.
(Измененная редакция, Изм. № 2).
4.9. Для испытания при повышенной температуре в камере температуру доводят до заданной, устанавливают в камеру образец и прогревают образцы лопатки не менее 3 мин, а образцы кольца не менее 5 мин.
Допускается прогревать в камере одновременно несколько образцов, при этом время прогрева образцов не должно превышать 15 мин.
(Измененная редакция, Изм. № 1, 2).
5.1. Прочность при растяжении выражают условным и истинным значениями, указанными ниже.
5.1.1. Условную прочность (fр) в МПа (кгс/см2) образцов лопаток вычисляют по формуле
![]() ,
,
где Рр - сила, вызывающая разрыв образца, МН (кгс);
d - среднее значение толщины образца до испытания, м (см);
b0 - ширина образца до испытания, м (см).
5.1.2. Условную прочность (fрк) образцов колец в МПа (кгс/см2) вычисляют по формуле
![]() или
или ![]() ,
,
где Ррк - сила, вызывающая разрыв образца кольца, МН (кгс);
hк - среднее значение толщины образца до испытания, м (см);
bк - ширина образца до испытания, м (см).
5.1.1, 5.1.2. (Измененная редакция, Изм. № 1).
5.2. Относительное удлинение (εр) при разрыве образцов лопаток в процентах вычисляют по формуле
![]() ,
,
где lр - расстояние между метками в момент разрыва образца, мм;
l0 - расстояние между метками образца до испытания, мм.
(Измененная редакция, Изм. № 1).
5.3. Относительное удлинение (εр) при разрыве образцов с наплывами типов I, II, V и образцов лопаток типа I без наплывов в процентах можно с допустимым приближением вычислять по формуле
![]() ,
,
где К - коэффициент пропорциональности.
Значение К находят с помощью таблицы, приведенной в приложении 3, а общее относительное удлинение (εобш) в процентах вычисляют по формуле
![]() ,
,
где α - расстояние между наплывами образца в растянутом состоянии, мм;
α0 - расстояние между наплывами до испытания, мм.
(Измененная редакция, Изм. № 1, 2).
5.4. Относительное удлинение при разрыве образцов колец (εрк) в процентах вычисляют по формуле
![]() ,
,
где lрк - длина внутренней окружности образца кольца в момент разрыва, мм, вычисляемая по формуле
![]() ,
,
где с - расстояние между центрами роликов в момент разрыва образца, мм;
d - диаметр ролика, мм;
lок - номинальная длина внутренней окружности образца кольца до испытания, мм.
5.5. Условное напряжение при заданном удлинении образцов лопаток (fε) в МПа (кгс/см2) вычисляют по формуле
![]() ,
,
где Рε - сила при заданном удлинении, МН (кгс);
d - среднее значение толщины образца до испытания, м (см);
b0 - ширина образца до испытания, м (см).
5.6. Условное напряжение при заданном удлинении образцов колец (fεk) в МПа (кгс/см2) вычисляют по формуле
![]() ,
,
где Рεк - сила при заданном удлинении, МН (кгс);
hк - среднее значение толщины образца до испытания, м (см);
bк - ширина образца до испытания, м (см).
5.4-5.6. (Измененная редакция, Изм. № 1).
5.7. В качестве дополнительных характеристик резины рекомендуется пользоваться величинами истинного напряжения при заданном удлинении и истинной прочностью.
5.7.1. Истинное напряжение при заданном удлинении образцов лопаток (σε) в МПа (кгс/см2) вычисляют по формуле
![]() ,
,
где fε - условное напряжение при заданном удлинении, МПа (кгс/см2);
εε - заданное удлинение, %.
5.7.2. Истинную прочность (σр) в МПа (кгс/см2) вычисляют по формуле
![]() ,
,
где fp - условная прочность, МПа (кгс/см2);
εр - относительное удлинение, вычисленное по пп. 5.2 и 5.3, %.
5.8. За результат испытаний принимают среднее арифметическое показателей всех испытанных образцов из одной закладки резиновой смеси, одной пластины, одного изделия или нескольких изделий, если из одного изделия нельзя изготовить необходимое количество образцов. Если результаты испытаний отклоняются от средней величины прочности более чем на ±10 %, то их не учитывают и среднее арифметическое вычисляют из оставшихся образцов, число которых должно быть не менее трех.
Если после обработки результатов осталось менее трех образцов, испытание следует повторить.
За результат испытаний допускается принимать медиану, при этом ее применение указывают в нормативно-технической документации на резину. Пример определения медианы приведен в приложении 4.
Примечание. Образцы, не учитываемые при подсчете средней величины прочности, не учитывают при подсчете других показателей.
(Измененная редакция, Изм. № 1, 2).
5.9. В протоколе испытания записывают результаты: по прочности, округленные до целых значений в кгс/см2 и до десятых долей в МПа, а по относительному удлинению - до десятков.
(Измененная редакция, Изм. № 1).
5.10. Результаты испытаний сопоставимы на образцах одного типа, одной толщины, заготовленных одним способом и испытуемых в одинаковых условиях (температура, скорость), при одних способах измерения удлинений и вычислении средних показателей (среднее арифметическое или медиана).
5.11. Результаты испытаний записывают в протокол, который должен содержать следующие данные:
а) обозначение резины и условия вулканизации;
б) тип, количество и способ заготовки образцов;
в) температуру испытания;
г) скорость растяжения;
д) тип машины;
е) способ измерения удлинения;
ж) толщину, ширину и сечение образца;
з) силу при заданном удлинении и в момент разрыва;
и) удлинение в момент разрыва;
к) прочность при растяжении;
л) (Исключен, Изм. № 1);
м) напряжение при заданном удлинении;
н) среднее арифметическое или медиана результатов определяемого показателя;
о) дату проведения испытания;
п) обозначение настоящего стандарта.
5.10, 5.11. (Измененная редакция, Изм. № 2).
Черт. 1
Примечание. Допускалось до 01.01.90 применять ножи с размерами l1+10,0 и b1+10,0.
Схема штампа для нанесения меток на образцы
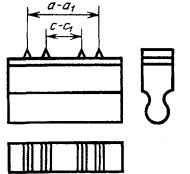
с и с1 - метки для измерения удлинения образца; α и α1 - установочные метки
Черт. 2
Схема пластины с наплывами
Черт. 3
мм
|
Размеры |
Типы образцов |
||||
|
I |
II |
III |
IV |
V |
|
|
L4 |
50 |
45 |
45 |
35 |
80 |
|
l3 |
74 |
69 |
69 |
55 |
104 |
Схема ножа для вырубки кольцевых образцов
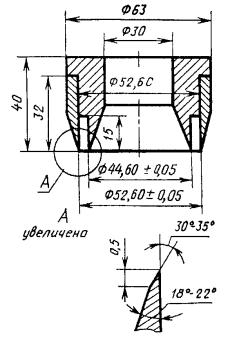
Черт. 4
Форма зажимов для образцов с наплывами
Черт. 5
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. № 1, 2).
Части разорванного образца, освобожденные из захватов, помещают на ровную поверхность стола и через (1,0 ± 0,1) мин после разрыва измеряют расстояние между, метками двух сложенных по месту разрыва частей образца. Измерение производят с погрешностью не более 1,0 мм.
Остаточную деформацию образца после разрыва (относительное остаточное удлинение) (Θ) в процентах вычисляют по формуле
![]() ,
,
где l - расстояние между метками образца по двум сложенным вместе частям разорванного образца, мм;
l0 - расстояние между метками образца до испытания, мм.
ПРИЛОЖЕНИЕ 2. (Измененная редакция, Изм. № 1, 2).
(Толщина 1 и 2 мм)
мм
|
εобш |
Типы образцов |
εобщ |
Типы образцов |
||||
|
I |
II |
V |
I |
II |
V |
||
|
1,0 |
- |
- |
1,13 |
3,5 |
1,08 |
1,11 |
1,06 |
|
1,25 |
- |
- |
1,12 |
4,0 |
1,07 |
1,10 |
1,06 |
|
1,50 |
- |
- |
1,11 |
5,0 |
1,06 |
1,09 |
1,05 |
|
1,75 |
- |
- |
1,10 |
6,0 |
1,05 |
1,08 |
1,04 |
|
2,0 |
1,10 |
1,14 |
1,09 |
7,0 |
1,04 |
1,07 |
1,04 |
|
2,5 |
1,10 |
1,13 |
1,08 |
8,0 |
1,04 |
1,06 |
1,03 |
|
3,0 |
1,09 |
1,12 |
1,07 |
9,0 |
1,03 |
1,04 |
1,02 |
ПРИЛОЖЕНИЕ 3. (Измененная редакция, Изм. № 1, 2).
Медиана - это среднее значение, если число испытаний нечетное, или среднее арифметическое двух средних значений, если число испытаний четное. Например, медианой из ряда чисел 23, 22, 19, 17, 15 будет 19. Медианой из ряда чисел 23, 22, 19, 17, 15, 14 будет среднее арифметическое двух чисел 19 и 17, т.е. 18.
ПРИЛОЖЕНИЕ 4. (Введено дополнительно, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством нефтеперерабатывающей и нефтехимической промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 03.02.82 № 439
3. ВЗАМЕН ГОСТ 270-64
4. Стандарт полностью соответствует СТ СЭВ 2594-80, МС ИСО 37-76
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 267-73 |
|
|
ГОСТ 269-66 |
|
|
ГОСТ 11358-89 |
6. Ограничение срока действия снято Постановлением Госстандарта от 15.10.92 № 1388
7. ИЗДАНИЕ (июль 2003 г.) с Изменениями № 1, 2, 3, утвержденными в феврале 1982 г., июне 1987 г. и октябре 1992 г. (ИУС 4-82, 11-87, 1-93)
СОДЕРЖАНИЕ
|
Форма и угол заточки режущей кромки ножа для вырубки образцов лопаток ОПРЕДЕЛЕНИЕ ОТНОСИТЕЛЬНОЙ ОСТАТОЧНОЙ ДЕФОРМАЦИИ ПОСЛЕ РАЗРЫВА |
Хотите оперативно узнавать о новых публикациях нормативных документов на портале? Подпишитесь на рассылку новостей!