
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТОПЛИВО
ДЛЯ РЕАКТИВНЫХ ДВИГАТЕЛЕЙ
МЕТОД
ОПРЕДЕЛЕНИЯ КОРРОЗИОННОЙ АКТИВНОСТИ
ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ
ГОСТ 18598-73
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ТОПЛИВО ДЛЯ РЕАКТИВНЫХ ДВИГАТЕЛЕЙ Метод определения коррозионной активности Jet fuel. |
ГОСТ |
Постановлением Государственного комитета стандартов Совета Министров СССР от 5 апреля 1973 г. № 835 срок введения установлен
с 01.01. 1975 г.
Проверен в 1979 г. Срок действия продлен
до 01.01. 1985 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на топливо для авиационных реактивных двигателей н устанавливает метод определения коррозионной активности на медь марок М0к и M1 и бронзу марки ВБ 23 НЦ.
Коррозионную активность топлива оценивают по изменению массы пластинки и по количеству отложений, образовавшихся на поверхности пластинки, находящейся в топливе в течение 25 ч (пять этапов по 5 ч) при определенной температуре.
(Измененная редакция, Изм. № 1).
1.1. Для определения коррозионной активности применяются:
прибор из термостойкого стекла, состоящий из реакционного сосуда, имеющего форму пробирки диаметром 50 ± 2 мм и высотой 380 ± 5 мм, холодильника диаметром 45 мм и высотой 280 мм, соединенных между собой при помощи шлифа (см. чертеж);
термостат воздушный типа Ш-005 или любой другой, с крышкой, имеющей четыре отверстия диаметром 52 ± 2 мм, мешалкой, для обеспечения равномерной температуры по всему объему камеры термостата, и термометром;
Реакционный сосуд
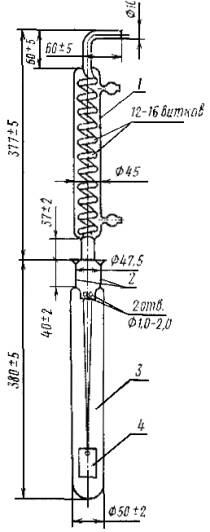
1 - холодильник; 2 - шлиф; 3 - пробирка; 4 - пластинка.
пластинки из меди марки М0к и M1 по ГОСТ 859-78 и бронзы ВБ 23 НЦ, имеющие отверстие диаметром 1 мм на расстоянии 5 мм от меньшей грани размером (40´10´2) ± 0,2 мм;
термометр ртутный стеклянный до 200 °С по ГОСТ 215-73;
штангенциркуль по ГОСТ 166-73;
цилиндр измерительный по ГОСТ 1770-74, вместимостью 500 см3;
воронка стеклянная конусообразная диаметром 50 - 75 мм по ГОСТ 8613-75;
чашка фарфоровая по ГОСТ 9147-73;
эксикатор по ГОСТ 6371-73;
вата гигроскопическая по ГОСТ 5556-75;
бумага фильтровальная по ГОСТ 12026-76;
шкурка шлифовальная по ГОСТ 6456-75 или ГОСТ 5009-75, или порошок шлифовальный с зернистостью абразивного материла 6 - 8 по ГОСТ 3647-71, или аналогичные абразивные материалы;
микропорошок шлифовальный с зернистостью М14 или М10 по ГОСТ 3647-71 или аналогичный;
фетр;
нитки белые хлопчатобумажные;
пинцет металлический;
спирт этиловый ректификованный технический по ГОСТ 18300-72;
бензол по ГОСТ 9572-77 или по ГОСТ 5955-75;
спирто-бензольная смесь 1:1;
кислота серная по ГОСТ 4204-77, 30 %-ный раствор;
вода дистиллированная по ГОСТ 6709-72;
изооктан эталонный по ГОСТ 5.394-70;
весы аналитические с погрешностью измерения не более 0,0002 г;
шкаф сушильный, обеспечивающий температуру 100 ± 2 °С;
бюксы по ГОСТ 7148-70;
смесь хромовая.
(Измененная редакция, Изм. № 1).
2.1. Пластинки обрабатывают шлифовальной шкуркой для удаления всех пятен и царапин. Затем для удаления следов первой обработки их шлифуют микропорошком, нанесенным на фетр или вату, предварительно смоченные изооктаном.
Чтобы получить однородную поверхность, пластинки шлифуют на чистом фетре.
2.2. Длину, ширину и толщину пластинки замеряют штангенциркулем погрешностью не более 0,1 мм и вычисляют ее площадь и квадратных метрах с погрешностью не более 1 · 10-5 м2.
(Измененная редакция, Изм. № 1).
2.3. Отшлифованные пластинки промывают спиртом при помощи ваты или кисточки, прополаскивают в чистом спирте, высушивают между листами фильтровальной бумаги, выдерживают 1 ч в эксикаторе и взвешивают на аналитических весах с погрешностью не более 0,0002 г.
До испытания пластинки хранят в эксикаторе. Расход спирта на промывку каждой пластинки 5 см3.
Пластинки трогать руками не допускается, брать только пинцетом.
(Измененная редакция, Изм. № 1).
2.4. Реакционные сосуды промывают спирто-бензольной смесью, водопроводной водой, хромовой смесью, водопроводной водой, дистиллированной водой и высушивают в сушильном шкафу.
Холодильники отмывают от отложений спирто-бензольной смесью. Расход спирто-бензольной смеси на один реакционный сосуд с холодильником 100 см3.
(Измененная редакция, Изм. № 1).
2.5. Испытуемое топливо фильтруют через фильтр, изготовленный из фильтровальной бумаги.
2.6. К каждому холодильнику при помощи нитки подвешивают по одной пластинке (из меди или бронзы), подготовленной по пп. 2.1 - 2.3 так, чтобы она находилась в центре реакционного сосуда на расстоянии 10 см от дна.
(Измененная редакция, Изм. № 1).
2.7. В реакционные сосуды залипают по 400 см3 профильтрованного топлива.
2.8. Термостат включают и нагревают его до температуры проведения испытания (120 или 150 °С), обусловленной техническими требованиями на испытуемое топливо.
3.1. Реакционные сосуды, наполненные испытуемым топливом, соединяют с холодильниками и помещают в термостат, предварительно нагретый до температуры проведения испытания, и выдерживают их там в течение 5 ч.
Температуру испытания контролируют каждые 15 - 20 мин. Отклонение температуры от заданной не должно превышать 2 °С.
(Измененная редакция, Изм. № 1).
3.2. Испытание проводят в пять этапов нагрева продолжительностью по 5 ч. После каждого этапа отключают термостат, вынимают приборы и в течение 30 - 40 мин охлаждают их на воздухе, отсоединяют холодильники с пластинками от реакционных сосудов, сливают из реакционных сосудов топливо, прошедшее этап нагрева и, не промывая реакционные сосуды и холодильники от образовавшегося осадка, заливают в сосуды по 400 см3 испытуемого топлива, подготовленного по п. 2.5. Опускают пластинки в соответствующие реакционные сосуды, соединяют между собой сосуды и холодильники и оставляют собранные приборы с пластинками в испытуемом топливе. Эти операции повторяют после каждого из первых четырех этапов нагрева. Каждый последующий этап нагрева (из пяти) проводят не позднее, чем через 18 ч.
(Измененная редакция, Изм. № 1).
3.3. После каждого этапа нагрева фиксируют изменение цвета топлива и характер выпавшего осадка, а также описывают внешний вид пластинок (цвет, блеск, наличие пятен, характер отложений). После первых четырех этапов нагрева пластинки не очищают от отложений и не промывают.
(Измененная редакция, Изм. № 1).
3.4. После пятого этапа нагрева (через 25 ч контакта пластинок с нагретым топливом) пластинки вынимают из прибора и погружают по одной в бюксы с изооктаном, полностью покрывающим пластинки, закрывают бюксы крышками и оставляют в вытяжном шкафу.
На следующий рабочий день пластинки извлекают из бюксов, помещают на фильтровальную бумагу, выдерживают в эксикаторе в течение 1 ч и взвешивают на аналитических весах с погрешностью не более 0,0002 г.
При арбитражных испытаниях пластинки сушат в сушильном шкафу до постоянной массы при температуре 100 ± 2 °С не менее 30 мин. Затем охлаждают в течение 1 ч в эксикаторе и взвешивают с погрешностью не более 0,0002 г.
(Измененная редакция, Изм. № 1).
3.5. Для определения коррозионной активности топлива с пластинок удаляют образовавшиеся отложения, обрабатывая пластинки 30 %-ным раствором серной кислоты. В фарфоровую чашку наливают 20 - 25 см3 кислоты и погружают в нее на 5 мин по две пластинки из меди и бронзы.
Пластинки несколько раз перемещают. Через 5 мин пластинки очищают от остатков отложений кисточкой или ватой, дважды промывают дистиллированной водой, помещают на фильтровальную бумагу, выдерживают в эксикаторе в течение 1 ч и взвешивают с погрешность) не более 0,0002 г.
После промывки пластинок кислоту повторно не используют.
(Измененная редакция, Изм. № 1).
4.1. Коррозионную активность топлива оценивают по уменьшению массы пластинки до и после испытания и количеству образовавшихся отложений на пластинке.
4.1.1. Коррозионную активность топлива (K) в г/м2 вычисляют по формуле
![]()
где m - масса пластинки до испытания, г;
m1 - масса пластинки после испытания и удаление с нее отложений, г;
S - площадь пластинки, м2.
4.1.2. Количество образовавшихся отложений на пластинке (Q) в г/м2 вычисляют по формуле
![]()
где m1 - масса пластинки после испытания до удаления с нее отложений, г;
т2 - масса пластинки после испытаний и удаления с нее отложений, г;
S - площадь пластинки, м2.
(Измененная редакция, Изм. № 1).
4.2. За результат испытания на каждом металле принимают среднее арифметическое результатов двух параллельных определений. Результаты каждого определения вычисляют с погрешностью не более 0,1, а средние арифметические значения-с погрешностью не более 0,5.
Допускаемые отклонения между параллельными определениями не должны превышать величин, указанных в таблице.
|
Коррозионная активность (количество отложений), г/м2 |
Допускаемые отклонения, г/м2, не более |
|
До 10 |
±2 |
|
Св. 10 |
±3 |
(Измененная редакция, Изм. № 1).
|
1. АППАРАТУРА, РЕАКТИВЫ И МАТЕРИАЛЫ... 1 2. ПОДГОТОВКА К ИСПЫТАНИЮ... 2
|
Хотите оперативно узнавать о новых публикациях нормативных документов на портале? Подпишитесь на рассылку новостей!
Все ГОСТы >> ГОСТы «Строительная техника и оборудование, грузоперевозки >>