
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДЕРЕВООБРАБАТЫВАЮЩЕЕ
ОБОРУДОВАНИЕ. СТАНКИ ОКОРОЧНЫЕ
РОТОРНЫЕ
ОСНОВНЫЕ ПАРАМЕТРЫ. НОРМЫ ТОЧНОСТИ
ГОСТ 16021-90
(СТ СЭВ 5950-87, СТ СЭВ 6801-89)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ
КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ДЕРЕВООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ. СТАНКИ ОКОРОЧНЫЕ РОТОРНЫЕ Основные параметры. Нормы точности Woodworking equipment. Rotary barking machines. Basic parameters. Standards of accuracy |
ГОСТ 16021-90 |
Дата введения 01.07.91
Настоящий стандарт распространяется на окорочные однороторные станки, предназначенные для снятия коры с круглых лесоматериалов, и окорочные двухроторные станки, позволяющие срезать дополнительно к окорке остатки сучьев.
Требования стандарта являются обязательными.
Основные параметры станков должны соответствовать указанным в таблице.
Размеры, мм
|
Наименование основных параметров |
Значение |
||||
|
Диаметр просвета ротора |
250 |
400 |
630 |
800 |
1000 |
|
Диаметр обрабатываемых лесоматериалов в любом поперечном сечении ствола (в коре): |
|
|
|
|
|
|
наибольший, не менее |
230 |
350 |
550 |
700 |
900 |
|
наименьший, не более |
40 |
60 |
100 |
120 |
150 |
|
Наименьшая длина обрабатываемых лесоматериалов, не более |
1300 1700* |
1500 2500* |
2700 |
||
|
Наибольшая частота вращения ротора, мин-1 |
|
|
|
|
|
|
(наибольшая угловая скорость, рад/с), не менее |
600 (63) |
400 (42) |
250 (26) |
200 (21) |
150 (16) |
|
Скорость подачи, м/мин (м/с): наибольшая, не менее |
70 (1,17) |
60 (1,0) |
45 (0,75) |
||
|
наименьшая, не более |
12 (0,2) |
||||
|
Число роторов, шт. |
1 или 2 |
1 |
|||
* Для окорочных двухроторных станков.
2.1. Общие требования к испытаниям станка на точность - по ГОСТ 25338.
Если конструктивные особенности станка не позволяют произвести измерение отклонений по длине, к которой отнесен допуск, последний следует пересчитать на наибольшую длину, на которой возможно измерение.
2.2. Точность станка должна соответствовать нормам, указанным в пп. 2.2.1 - 2.2.6.
2.2.1. Радиальное биение шкива привода ротора
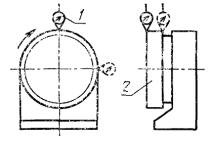
Черт. 1
Допуск 2,3 мм на диаметре 1000 мм.
Метод проверки (черт. 1). На неподвижной плоскости устанавливают показывающий измерительный прибор 1 так, чтобы его наконечник касался образующей цилиндрической поверхности шкива ротора 2 и был перпендикулярен ей. Измерения проводят в двух крайних сечениях цилиндрической поверхности шкива ротора в вертикальной и горизонтальной плоскостях.
Радиальное биение равно наибольшей алгебраической разности показаний индикатора в каждом его положении при вращении шкива ротора.
2.2.2. Торцевое биение шкива привода ротора
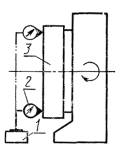
Черт. 2
Допуск 3,0 мм на диаметре 1000 мм.
Метод проверки (черт. 2). На неподвижной плоскости 1 устанавливают показывающий измерительный прибор 2 так, чтобы его наконечник касался торцевой поверхности шкива ротора 3 и был перпендикулярен ей. Измерения проводят по торцевой кромке шкива ротора в верхнем и нижнем положении.
Торцевое биение равно наибольшей алгебраической разности показаний индикатора в каждом его положении при вращении шкива ротора.
2.2.3. Отклонение посадочных поверхностей под коросниматели от прилегающей плоскости
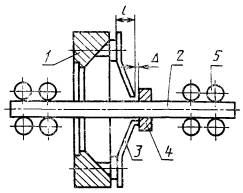
Черт. 3
Допуск 2,5 мм.
Метод проверки (черт. 3). В роторе 1 по его оси устанавливают валик 2 и зажимают подающими вальцами 5. Подвижную втулку 4 подводят к короснимателям 3 так, чтобы она касалась одного из короснимателей. Зазор D между втулкой и короснимателями измеряют щупом.
Проверка должна проводиться с применением подобранных короснимателей с допуском ±0,2 мм для размера l, влияющего на проведение проверки.
Отклонение от прилегающей плоскости равно наибольшей величине измеренного зазора.
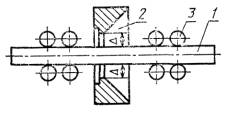
2.2.4. Расположение кромок короснимателей по одной окружности
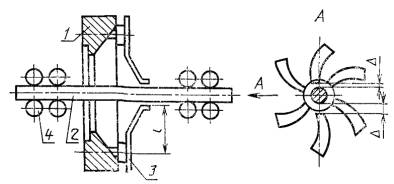
Черт. 4
Допуск 1,7 мм.
Метод проверки (черт. 4). В роторе 1 по его оси устанавливают валик 2 и зажимают подающими вальцами 4. Зазор D между валиком и короснимателями 3 измеряют щупом.
Проверка должна производиться с применением подобранных короснимателей с допуском ±0,2 мм для размера l, влияющего на проведение проверки.
Отклонение расположения короснимателей по одной окружности равно разности между максимальным и минимальным измеренным зазором.
2.2.5. Симметричность расположения ротора относительно вальцов механизма подачи в вертикальной и горизонтальной плоскостях (для станков с просветом ротора менее 1000 мм).
Черт. 5
Допуск ±2,5 мм.
Метод проверки (черт. 5). Специальный валик 1 устанавливают в отверстие ротора 2 и зажимают подающими вальцами 3. В двух противоположных по диаметру точках штихмассом измеряют расстояние D между внутренней поверхностью ротора и валиком в вертикальной и горизонтальной плоскостях.
Отклонение от симметричности равно алгебраической разности двух измерений в каждой плоскости.
2.2.6. Перпендикулярность плоскости ротора оси станка
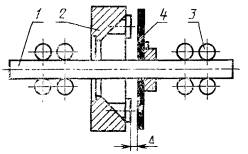
Черт. 6
Допуск 3,0 мм на диаметре 1000 мм.
Метод проверки (черт. 6). Специальный валик 1 устанавливают в отверстие ротора 2 и зажимают подающими вальцами 3. Штихмассом замеряют расстояние D между установленным на валике диском 4 и торцами посадочных поверхностей короснимателей в вертикальной и горизонтальной плоскостях в двух противоположных точках.
Отклонение равно алгебраической разности двух противоположных измерений в каждой плоскости.
Качество окорки
Допуск 2 % неокоренной поверхности бревна.
Метод проверки. На станке со скоростью подачи не менее 0,5 м/с, окаривают бревна хвойных пород (кроме сосновых) второго сорта по ГОСТ 9463 или ГОСТ 22298 с продольной кривизной 2,5 - 3,0 %, с абсолютной влажностью коры не менее 40 %, длиной не менее 3 м.
Проверка качества окорки проводится на трех обработанных бревнах.
Допуск равен процентному отношению площади неокоренной поверхности ко всей площади бревна.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
С.М. Хасдан, М.Н. Суворов, П.И. Ланда, Л.Д. Васильева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 11.11.90 № 2803
3. Срок проверки - 1996 г. периодичность проверки - 5 лет
4. Стандарт полностью соответствует СТ СЭВ 5950-87, СТ СЭВ 6801-89
5. ВЗАМЕН ГОСТ 16021-80, ГОСТ 20561-89
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 9463-88 |
|
|
ГОСТ 22298-76 |
|
|
ГОСТ 25338-82 |
СОДЕРЖАНИЕ
Хотите оперативно узнавать о новых публикациях нормативных документов на портале? Подпишитесь на рассылку новостей!
Все ГОСТы >> ГОСТы «Строительная техника и оборудование, грузоперевозки >>