| Все статьи : Инструменты : Режущий инструмент |
Классификация инструмента
Итак, весь инструмент можно условно поделить на следующие группы:
Основные виды металлорежущего инструмента
Режущий инструмент – инструмент для обработки резанием.
Резцы
Резцы – наиболее распространенный вид режущего инструмента. Они отличаются большим многообразием, применяются токарных долбежных, строгальных, расточных станках.

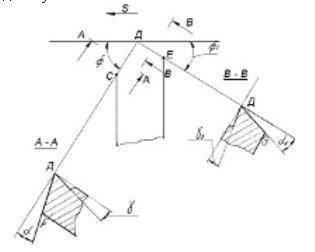
Рассмотрим геометрию проходного резца (смотрите рисунок 2).
Фрезы

По назначению фрезы разделяются на фрезы для обработки плоскостей, уступов, фасонных поверхностей, пазов, прорезки, отрезки, нарезания резьбы и зубьев. Материал режущей части фрез цельных – быстрорежущие стали, твердые сплавы, сборных или напайных – быстрорежущие стали, твердые сплавы, минералокерамика, сверхтвердые материалы.
Цельные фрезы состоят из рабочей части и корпуса в виде хвостовика у концевых фрез или в виде втулочного или дискового тела у насадных фрез.
Рабочая часть может быть выполнена на цилиндрической поверхности (цилиндрические фрезы), на торцевой поверхности (торцовые фрезы), на торцовой и цилиндрической (двусторонние фрезы), на двух торцовых и заключенной между нами цилиндрической поверхностях (трехсторонние фрезы).
Сборные фрезы состоят из корпуса, режущих и крепежных элементов. К режущим элементам относятся перетачиваемые ножи и СМП.
Ножи могут быть цельными из быстрорежущей стали или напаянные с твердым сплавом. Точность взаимного расположения режущих элементов у фрез с перетачиваемыми ножами достигается за счет качества заточки. Заточка происходит после установки ножей в корпусе фрезы.
Фрезы с СМП, как правило, имеют фиксированное расположение режущих пластинок относительно корпуса фрезы. Геометрические параметры при этом постоянны и определяются конструкцией фрезы. Характерным примером таких фрез являются фрезы с пятигранными пластинами по ГОСТ 22085-76. Точность взаимного расположения режущих кромок определяется точностью исполнения базовых поверхностей корпуса и точностью пластин (пластины должны быть степени точности E или С).
Наряду со сборными фрезами, описанными выше, существуют фрезы, конструкция которых позволяет регулировать положение СМП относительно корпуса. Например, фрезы по ГОСТ 26595-85. Базовыми элементами для пластин в этих фрезах служит не корпус, а промежуточные элементы. Одним клином крепится пластина, а другим базирующий элемент. Передвигая промежуточные базирующие элементы, мы можем устранить торцовое биение режущих кромок.
Сверла
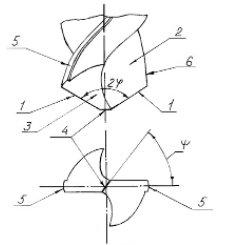
Все хотя бы один раз в жизни держали в руках спиральное сверло. Однако мало кто сможет правильно назвать его поверхности. Вот этим мы и займемся (смотрите рисунок 4).
Твердость рабочей части сверл из быстрорежущих сталей для диаметра 1…5 мм 62-64 HRCэ. Для диаметра более 5 мм 62-65 -64 HRCэ. При изготовлении из кобальтовых сталей твердость на 1-2 единицы HRCэ выше.
Сверла диаметром d > 8 мм для сверл с цилиндрическим хвостовиком и d > 6 мм для сверл с коническим хвостовиком, как правило, имеют сварной хвостовик из сталей 45 или 40Х. Твердость хвостовика 40-50 HRCэ. Точность изготовления быстрорежущих сверл определяется ГОСТ 2034-80. Диаметр рабочей части по h8 для сверл классов А и А1. Для сверл В и В1 по h9.
Особое место занимают центровочные сверла ГОСТ 14952-75.
Центровочным сверлом можно центрировать отверстие и сразу снять фаску. Центровочное сверло, если его сравнить со спиральным, более короткое, а потому более жесткое. Его не уводит при центровании.
Сверление спиральным сверлом по целому металлу без центровки весьма затруднительно. Но если перемычку спирального сверла вы направляете в лунку, оставленную центровочным сверлом, то эффект совсем другой. Сверло не рыскает, не гнется и не разбивает просверленное отверстие.
Различают следующие типы центровочных сверл:
Эти виды сверл предназначены для обработки центровочных отверстий по ГОСТ 14034-74.
Метчики
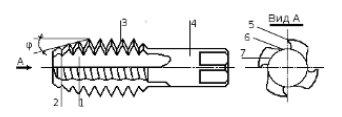
Основными элементами метчиков являются рабочая часть и хвостовик. Элементы метчиков представлены на рисунке 5. Рабочая часть 1 содержит режущий (заборный конус) часть 2 и калибрующую часть 3, стружечные канавки 6, перья 5, сердцевину 7. Хвостовая часть 4 служит для закрепления метчика. Ручные метчики сделаны из углеродистой стали марок У11, У11А твердостью 61…63 HRCэ. Машинно-ручные метчики делают из быстрорежущих сталей твердостью 63…66 HRCэ или их твердых сплавов.
Ручные метчики, как правило, комплектные их 2 штук, машинно-ручные бывают штучные и комплектные. По назначению метчики делятся на метчики для обработки сквозных отверстий и метчики для обработки глухих отверстий.
Степень точности резьбы, выполняемой стандартными машинно-ручными метчиками для метрических резьб:
Зуборезный инструмент
От зуборезного инструмента, в первую очередь, зависит образование правильной формы зуба колеса, что в наибольшей степени оказывает влияние на качество зубчатой передачи в отношении плавности и точности работы, контакта зубьев.
Многообразие типов и особенности конструктирования инструмента предопределяются типами зубчатых передач, применяемых в машиностроении.
В настоящее время практически в большинстве случаев при обработке зубчатых колес модулей менее 30 мм наиболее эффективным процессом является зубофрезерование червячными фрезами. Они обеспечивают точность зубчатых колес в пределах требований 5-11 – й степеней точности и большую производительность труда по сравнению с зубодолбением, зубостроганием, фрезерованием концевыми и дисковыми модульными фрезами.
Долбяки используют для обработки блочных колес, колес с внутренними зубьями.
Дисковые и концевые модульные фрезы используются в индивидуальном и мелкосерийном производстве.
Протяжки
Протягивание – высокопроизводительный процесс обработки, обеспечивающий получение изделий высокой точности (до 6-го квалитета) с высоким качеством обработанной поверхности (Ra до 0.32 мкм).
Особенности процесса протягивания следующие:
Протягивание может быть внутренним (обработка отверстий, пазов, прямых и винтовых канавок) или наружным (обработка наружных поверхностей).
Технические условия на протяжки приведены в ГОСТ 9126-76 (для цилиндрических отверстий); ГОСТ 16481-80 (шпоночные протяжки); ГОСТ 16492-80 (гранные отверстия); ГОСТ 6767-79 (шлицевые отверстия с эвольвентным профилем); ГОСТ 7943-78 (шлицевые отверстия с прямобочным профилем).
Протяжки выполняются цельными из стали ХВГ и быстрорежущей стали. Материал хвостовика сварных протяжек – сталь 40Х.
Твердость зубьев и задней направляющей из быстрорежущих сталей 62…65 HRCэ, зубьев из стали ХВГ 61..64 HRCэ.
Параметры шероховатости поверхностей протяжек должны быть не более, мкм:
Предельные отклонения диаметров чистовых и калибрующих зубьев для полей допусков Н7 диаметр до 30 мм – 0,005 мм.
 Хороший инструмент — лицо мастера. Любой человек, имеющий отношение к строительной сфере, не по наслышке знает, какую роль в работе играет выбранный инструмент. Сегодня ... Подробнее
|
 Бензопила значительно упростила жизнь современного человека, позволив ему тратить намного меньше сил и времени на выполнение различной работы. Исполнительным механизмом... Подробнее
|
| Все статьи: | «Инструменты» (77) >> «Режущий инструмент» (5) >> |
| Смотрите также: |
Каталог «Инструменты» >>
Компании «Инструменты» >> Фотогалереи (2) >> Статьи (77) >> ГОСТы (150) >> СНиПы (2) >> СанПиНы (1) >> Задать вопрос в форуме >> |
Подписка на рассылки >> |

Комментарии
(0)